Сварка - Welding

Сварка это изготовление процесс, который соединяет материалы, обычно металлы или же термопласты, используя высокие высокая температура расплавить части вместе и дать им остыть, вызывая слияние. Сварка отличается от методов соединения металлов при более низких температурах, таких как пайка и пайка, которые не таять основной металл.
В дополнение к плавлению основного металла в шов обычно добавляют присадочный материал, чтобы сформировать ванну расплавленного материала ( сварочная ванна ), который охлаждается с образованием соединения, которое в зависимости от конфигурации сварного шва (стык, полное проплавление, угловой шов и т. д.) может быть прочнее основного материала (основного металла). Давление может также использоваться вместе с нагревом или отдельно для создания сварного шва. Сварка также требует формы экрана для защиты присадочных или расплавленных металлов от загрязнения или окисленный.
Для сварки можно использовать множество различных источников энергии, в том числе газовое пламя (химическое), электрическая дуга (электрический), а лазер, электронный луч, трение, и УЗИ. Хотя часто это промышленный процесс, сварка может выполняться в самых разных условиях, в том числе на открытом воздухе, под водой, И в космическое пространство. Сварка - опасное мероприятие, и необходимо соблюдать меры предосторожности, чтобы избежать ожоги, поражение электрическим током, повреждение зрения, вдыхание ядовитых газов и паров, а также воздействие интенсивное ультрафиолетовое излучение.
До конца 19 века единственным сварочным процессом был кузнечная сварка, который кузнецы тысячелетиями соединяли железо и сталь путем нагрева и обработки молотком. Дуговая сварка и кислородно-топливная сварка были одними из первых процессов, разработанных в конце века, и вскоре после этого последовала электросварка сопротивлением. Технологии сварки быстро развивались в начале 20 века, поскольку мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как дуговая сварка в среде защитного металла, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как газовая дуговая сварка, сварка под флюсом, порошковая сварка и электрошлаковая сварка. Развитие продолжилось с изобретением лазерная сварка, электронно-лучевая сварка, магнитно-импульсная сварка, и сварка трением с перемешиванием во второй половине века. Сегодня, когда наука продолжает развиваться, робот сварка является обычным явлением в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
Этимология
Термин «сварной шов» имеет английское происхождение и имеет корни из Скандинавия. Его часто путают с Древнеанглийский слово, Weald, что означает «лесной массив», но со временем это слово превратилось в современную версию «дикий». Древнеанглийское слово для обозначения сварочного железа было Самод (собрать) или самодельный (для объединения горячего, с «горячим», больше относящимся к раскаленному докрасна или набухающей ярости; в отличие от Samodfæst, «связать веревкой или застежками»).[1] Термин «сварной шов» происходит от Средний английский глагол «хорошо» (будет; множественное число / настоящее время: wælle) или "колодец" (Wællen), что означает: «нагреть» (до максимально возможной температуры); «довести до кипения». Современное слово, вероятно, произошло от причастия прошедшего времени, "welled" (Wællende), с добавлением "d" для этой цели, распространенного в германских языках Углы и Саксы. Впервые он был записан на английском языке в 1590 году по версии Христианская библия который был первоначально переведен на английский язык Джон Уиклиф в четырнадцатом веке. Первоначальная версия из Исаии 2: 4 гласит: «... они должны принять решение об обмене акций ...«(они должны перековать свои мечи на орала), а версия 1590 года была изменена на»... их шуллен хорошо подскажет, как она свернет ... в шаррис ..."(они должны сварить свои мечи на орала), предполагая, что это конкретное использование слова, вероятно, стало популярным в английском языке где-то между этими периодами.[2]
Слово происходит от Старый шведский слово валла, что означает «кипятить». Швеция был крупным экспортером железа во время Средний возраст, и многие другие европейские языки использовали разные слова, но с тем же значением для обозначения сварочного железа, например, иллирийский (греческий) варити (до кипения), турецкий кайнамак (до кипения), Гризон (швейцарский) булгир (варить), или латышский (латышский) пиломатериал (для сварки или пайки, полученные из wdrit, кипятить). Однако на шведском языке это слово относилось к соединению металлов только в сочетании со словом, обозначающим железо (Ярн), как в Валла Ярн (буквально: кипятить железо). Слово, возможно, вошло в английский язык из шведской торговли железом или, возможно, было импортировано тысячами Викинг поселения, прибывшие в Англию до и во время Эпоха викингов, поскольку более половины наиболее употребительных английских слов в повседневной жизни имеют скандинавское происхождение.[3][4]
История

История соединения металлов насчитывает несколько тысячелетий. Самые ранние примеры этого происходят из Бронза и Железные века в Европа и Средний Восток. Древнегреческий историк Геродот государства в Истории V века до нашей эры, что Глава Хиоса «был человеком, который в одиночку изобрел сварку железа».[5] Сварка использовалась при строительстве Железный столб Дели, возведенный в Дели, Индия около 310 г. н.э. и весом 5,4метрических тонн.[6]
В Средний возраст принес успехи в кузнечная сварка, в котором кузнецы многократно кололи нагретый металл до образования склеивания. В 1540 г. Ваннокчо Бирингуччо опубликовано De la pirotechnia, который включает описание операции ковки.[7] эпоха Возрождения мастера были умелыми в этом процессе, и промышленность продолжала расти в течение следующих столетий.[7]
В 1800 г. Сэр Хэмфри Дэви открыл короткоимпульсную электрическую дугу и представил свои результаты в 1801 году.[8][9][10] В 1802 г. русский ученый Василий Петров создали непрерывную электрическую дугу,[10][11][12] и впоследствии опубликовал «Новости гальванических-вольтаических экспериментов» в 1803 году, в которых он описал эксперименты, проведенные в 1802 году. Большое значение в этой работе имело описание стабильного дугового разряда и указание на его возможное использование во многих приложениях. плавятся металлы.[13] В 1808 году Дэви, который не знал о работах Петрова, заново открыл непрерывную электрическую дугу.[9][10] В 1881–82 изобретатели Николай Бенардос (Русский) и Станислав Ольшевский (Польский)[14] создал первый метод электродуговой сварки, известный как углеродно-дуговая сварка с использованием угольных электродов. Достижения в области дуговой сварки продолжились с изобретением металлических электродов в конце 1800-х годов россиянином, Николай Славянов (1888), и американец, К. Л. Гроб (1890). Около 1900 г. А. П. Штроменгер выпустил металлический электрод с покрытием в Британия, что дало более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. Переменный ток Сварка была изобретена К. Дж. Холслагом в 1919 году, но не стала популярной в течение следующего десятилетия.[15]
Сварка сопротивлением также была разработана в последние десятилетия XIX века, когда были получены первые патенты на Элиу Томсон в 1885 году, который произвел дальнейшие успехи в течение следующих 15 лет. Термитная сварка был изобретен в 1893 году, и примерно в то же время стал широко применяться другой процесс - кислородно-топливная сварка. Ацетилен был открыт в 1836 г. Эдмунд Дэви, но его использование не было практичным в сварке примерно до 1900 г., когда подходящие факел был развит.[16] Сначала кислородная сварка была одним из наиболее популярных методов сварки из-за ее портативности и относительно низкой стоимости. Однако по мере развития 20-го века он потерял популярность в промышленных приложениях. Его в значительной степени заменили дуговой сваркой по мере развития металлических покрытий (известных как поток ) был сделан.[17] Флюс, покрывающий электрод, в первую очередь защищает основной материал от примесей, но также стабилизирует дугу и может добавлять легирующие компоненты в металл сварного шва.[18]

Первая мировая война вызвала значительный всплеск использования сварки, когда различные военные державы пытались определить, какой из нескольких новых сварочных процессов будет лучше всего. Британцы в основном использовали дуговую сварку и даже построили корабль «Фуллагар» с полностью сварным корпусом.[19][20] Дуговая сварка была впервые применена к самолетам во время войны, так как фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса.[21] Также следует отметить первый в мире сварной автомобильный мост Мост Мавзиц разработано Стефан Брыла из Львовский технологический университет в 1927 году, построенный через реку Słudwia возле Лович, Польша в 1928 году.[22]

В течение 1920-х годов в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водород, аргон, и гелий как сварочная атмосфера.[23] В течение следующего десятилетия дальнейшие достижения позволили сварку химически активных металлов, таких как алюминий и магний. Это в сочетании с разработками в области автоматической сварки, переменного тока и флюсов привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.[24] В 1930 году первое цельносварное торговое судно, РС Каролинский, был запущен.
В середине века было изобретено много новых методов сварки. В 1930 году Кайл Тейлор был ответственным за выпуск приварка шпилек, который вскоре стал популярным в судостроении и строительстве. В том же году была изобретена дуговая сварка под флюсом, и она продолжает оставаться популярной сегодня. В 1932 году русский, Константин Хренов в итоге осуществлена первая подводная электродуговая сварка. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала дуговая сварка металлическим электродом в газовой среде, что позволило быстро сваривать нежелезо материалы, но требующие дорогих защитных газов. Экранированная дуговая сварка металлом была разработана в 1950-х годах с использованием плавящегося электрода с флюсовым покрытием и быстро стала самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году, плазменная сварка был изобретен Робертом Гейджем. Электрошлаковая сварка была представлена в 1958 году, за ней последовала ее кузина, электрогазовая сварка, в 1961 году.[25] В 1953 г. советский ученый Н. Ф. Казаков предложил диффузионное соединение метод.[26]
Среди других недавних достижений в области сварки - прорыв в области электронно-лучевой сварки в 1958 году, который сделал возможной глубокую и узкую сварку за счет концентрированного источника тепла. После изобретения лазера в 1960 году лазерная сварка появилась несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматической сварке. Магнитно-импульсная сварка (MPW) промышленно используется с 1967 года. Сварка трением с перемешиванием был изобретен в 1991 году Уэйном Томасом в Институт сварки (TWI, Великобритания) и нашла качественные приложения по всему миру.[27] Все эти четыре новых процесса по-прежнему довольно дороги из-за высокой стоимости необходимого оборудования, что ограничивало их применение.[28]
Методы
Некоторые из наиболее распространенных современных методов сварки:
- Дуговая сварка защищенным металлом (SMAW), также известная как «сварка палкой».
- Газовая вольфрамовая дуговая сварка (GTAW), также известный как TIG (вольфрам, инертный газ).
- Газовая дуговая сварка металла (GMAW), также известный как MIG (металл, инертный газ).
- Порошковая сварка (FCAW), очень похож на MIG.
- Сварка под флюсом (SAW), обычно называемый Sub Arc.
- Электрошлаковая сварка (ESW), высокопроизводительный процесс для более толстых материалов.
Процессы
Дуга
Эти процессы используют источник питания для сварки для создания и поддержания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать либо постоянный ток (DC) или переменный ток (AC), а также расходные или непотребляемые электроды. Область сварки иногда защищается каким-либо инертным или полу-инертный газ, известный как защитный газ, а также иногда используется наполнитель.
Источники питания
Для подачи электроэнергии, необходимой для процессов дуговой сварки, можно использовать множество различных источников питания. Наиболее распространенные сварочные источники питания - постоянные Текущий источники питания и постоянные Напряжение Источники питания. При дуговой сварке длина дуги напрямую связана с напряжением, а количество подводимого тепла связано с током. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и, как следствие, длина дуги и, следовательно, напряжение имеют тенденцию колебаться. Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги остается постоянной, так как любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и оплавлению кончика проволоки, возвращая его на исходное расстояние разделения.[29]
Тип используемого тока играет важную роль при дуговой сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, основной металл будет более горячим, что приведет к увеличению проплавления и скорости сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам.[30] В процессах с использованием неплавящегося электрода, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный, так и переменный ток любого типа. Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод - более глубокие сварные швы.[31] Между ними быстро проходит переменный ток, что приводит к сварным швам со средним проплавлением. Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через нуль, был устранен с помощью изобретения специальных блоков питания, которые производят прямоугольная волна узор вместо обычного синусоидальная волна, делая возможным быстрое прохождение нулевого уровня и сводя к минимуму последствия проблемы.[32]
Процессы
Одним из наиболее распространенных видов дуговой сварки является дуговая сварка в среде защитного металла (SMAW);[33] она также известна как ручная дуговая сварка металлом (MMAW) или сварка стержнем. Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который изготовлен из присадочного материала (обычно из стали) и покрыт флюсом, который защищает область сварного шва от окисление и загрязнение путем производства углекислый газ (CO2) газ в процессе сварки. Сам сердечник электрода действует как наполнитель, поэтому отдельный наполнитель не нужен.[33]

Этот процесс универсален и может выполняться с помощью относительно недорогого оборудования, что делает его хорошо подходящим для работы в магазине и полевых работ.[33][34] Оператор может стать достаточно опытным, пройдя скромное обучение, и достичь мастерства с опытом. Время сварки довольно низкое, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки.[33] Кроме того, этот процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугун, нержавеющая сталь, алюминий и другие металлы.[34]
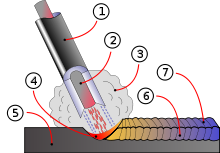
1. Покрытие потока
2. Стержень
3. Защитный газ
4. Фьюжн
5. Основной металл
6. Сваривать металл.
7. Затвердевший шлак
Газовая дуговая сварка металла (GMAW), также известный как сварка в среде инертного газа или MIG, представляет собой полуавтоматический или автоматический процесс, в котором используется непрерывная подача проволоки в качестве электрода и смесь инертного или полуинертного газа для защиты сварного шва от загрязнения. Поскольку электрод является непрерывным, скорость сварки для GMAW больше, чем для SMAW.[35]
Связанный процесс, порошковая сварка (FCAW), использует аналогичное оборудование, но использует проволоку, состоящую из стального электрода, окружающего порошковый наполнитель. Эта порошковая проволока более дорогая, чем стандартная сплошная проволока, и может выделять дым и / или шлак, но она обеспечивает еще более высокую скорость сварки и большее проникновение металла.[36]
Газовая вольфрамовая дуговая сварка (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG) - это процесс ручной сварки, в котором используются неплавящиеся материалы. вольфрам электрод, смесь инертного или полуинертного газа и отдельный наполнитель.[37] Этот метод, особенно полезный для сварки тонких материалов, характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях.[37]
GTAW может использоваться практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющая сталь и легкие металлы. Он часто используется, когда качество сварных швов чрезвычайно важно, например, в велосипед, авиационное и военно-морское применение.[37] В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току, этот метод можно использовать для материалов большей толщины, чем при GTAW, и он намного быстрее. Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния, и автоматическая сварка нержавеющей стали является одним из важных применений этого процесса. Вариант процесса плазменная резка, эффективный процесс резки стали.[38]
Сварка под флюсом (SAW) - это высокопроизводительный метод сварки, при котором дуга зажигается под покровным слоем флюса. Это увеличивает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и почти не образуется дыма. Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий и при производстве сварных сосудов под давлением.[39] Другие процессы дуговой сварки включают: атомно-водородная сварка, электрошлаковая сварка (ESW), электрогазовая сварка, и дуговая сварка шпилек.[40] ESW - это высокопроизводительный однопроходный процесс сварки материалов большой толщины от 1 дюйма (25 мм) до 12 дюймов (300 мм) в вертикальном или близком к вертикальному положению.
Газовая сварка
Самый распространенный процесс газовой сварки - кислородно-топливная сварка,[17] также известна как кислородно-ацетиленовая сварка. Это один из старейших и наиболее универсальных сварочных процессов, но в последние годы он стал менее популярным в промышленности. Он до сих пор широко используется для сварки труб и трубок, а также при ремонтных работах.[17]
Оборудование относительно недорогое и простое, обычно используется сжигание ацетилена в кислород чтобы обеспечить температуру сварочного пламени около 3100 ° C (5600 ° F).[17] Поскольку пламя менее концентрировано, чем электрическая дуга, оно вызывает более медленное охлаждение сварного шва, что может привести к большим остаточным напряжениям и деформации сварного шва, хотя облегчает сварку высоколегированных сталей. Подобный процесс, обычно называемый кислородной резкой, используется для резки металлов.[17]
Сопротивление
При контактной сварке выделяется тепло за счет пропускания тока через сопротивление, вызванное контактом двух или более металлических поверхностей. Небольшие лужи расплавленного металла образуются в зоне сварного шва в виде сильноточных (1000–100 000 А ) проходит через металл.[41] В целом, методы контактной сварки эффективны и вызывают незначительное загрязнение, но их применение несколько ограничено, а стоимость оборудования может быть высокой.[41]

Точечная сварка это популярный метод контактной сварки, используемый для соединения перекрывающихся металлических листов толщиной до 3 мм.[41] Два электрода одновременно используются для зажима металлических листов вместе и для пропускания тока через листы. К достоинствам метода можно отнести: эффективное использование энергии, ограниченная деформация заготовки, высокая производительность, простая автоматизация и отсутствие необходимых присадочных материалов. Прочность сварного шва значительно ниже, чем при использовании других методов сварки, поэтому данный процесс подходит только для определенных областей применения. Он широко используется в автомобильной промышленности - на обычных автомобилях можно сделать несколько тысяч точечных сварных швов. промышленные роботы. Специализированный процесс, называемый сварка дробью, может использоваться для точечной сварки нержавеющей стали.[41]
Как точечная сварка, шовная сварка полагается на два электрода для приложения давления и тока для соединения металлических листов. Однако вместо заостренных электродов электроды в форме колеса катятся вдоль и часто питают заготовку, что позволяет выполнять длинные непрерывные сварные швы. В прошлом этот процесс использовался при производстве банок для напитков, но теперь его применение более ограничено.[41] Другие методы контактной сварки включают: стыковая сварка,[42] оплавление, проекционная сварка, и сварка с осадкой.[41]
Луч энергии
Методы энерголучевой сварки, а именно лазерная сварка и электронно-лучевая сварка, являются относительно новыми процессами, которые стали довольно популярными в высокопроизводительных приложениях. Эти два процесса очень похожи и отличаются, прежде всего, источником энергии. При лазерной сварке используется сильно сфокусированный лазерный луч, тогда как электронно-лучевая сварка выполняется в вакууме с использованием электронного луча. Оба имеют очень высокую плотность энергии, что делает возможным глубокое проплавление сварного шва и минимизирует размер области сварного шва. Оба процесса чрезвычайно быстры и легко автоматизируются, что делает их высокопроизводительными. Основными недостатками являются очень высокая стоимость оборудования (хотя она снижается) и подверженность термическому растрескиванию. Разработки в этой области включают лазерно-гибридная сварка, в котором используются принципы как лазерной, так и дуговой сварки для еще лучших свойств сварного шва, лазерная наплавка, и рентгеновская сварка.[43]
Твердое состояние

Как и первый процесс сварки, кузнечная сварка, некоторые современные методы сварки не предполагают плавления соединяемых материалов. Один из самых популярных, ультразвуковая сварка, используется для соединения тонких листов или проводов из металла или термопласта путем их вибрации с высокой частотой и под высоким давлением.[45] Используемое оборудование и методы аналогичны сварке сопротивлением, но вместо электрического тока подача энергии обеспечивается вибрацией. Сварка металлов с помощью этого процесса не включает плавление материалов; вместо этого сварной шов формируется путем горизонтального механического колебания под давлением. При сварке пластмасс материалы должны иметь одинаковую температуру плавления, а вибрации вносятся вертикально. Ультразвуковая сварка обычно используется для электрических соединений алюминия или меди, и это также очень распространенный процесс сварки полимеров.[45]
Другой распространенный процесс, сварка взрывом, включает в себя соединение материалов путем их сдавливания под очень высоким давлением. Энергия удара пластифицирует материалы, образуя сварной шов, хотя выделяется лишь ограниченное количество тепла. Этот процесс обычно используется для сварки разнородных материалов, включая соединение алюминия с углеродистой сталью в корпусах судов и нержавеющей стали или титана с углеродистой сталью в нефтехимических сосудах высокого давления.[45]
Другие процессы твердотельной сварки включают: сварка трением (включая сварка трением с перемешиванием и точечная сварка трением ),[46] магнитно-импульсная сварка,[47] соэкструзионная сварка, холодная сварка, диффузионное соединение, экзотермическая сварка, высокочастотная сварка, сварка горячим давлением, индукционная сварка, и рулонное склеивание.[45]
Геометрия

Геометрическую подготовку сварных швов можно выполнять разными способами. Пять основных типов сварных соединений - это стыковое соединение, соединение внахлест, угловое соединение, краевое соединение и Т-образное соединение (вариант последнего - крестообразный сустав ). Существуют и другие варианты - например, подготовительные швы с двойным V-образным вырезом характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине своей высоты. Подготовительные швы с одинарной U-образной и двойной U-образной формы также довольно распространены - вместо прямых кромок, таких как подготовительные швы с одинарной и двойной V-образной линией, они изогнуты, образуя форму U. куски толщиной - в зависимости от используемого процесса и толщины материала многие куски можно сваривать вместе с геометрическим замыканием внахлест.[48]
Многие сварочные процессы требуют использования особой конструкции соединения; например, контактная точечная сварка, лазерная сварка и электронно-лучевая сварка наиболее часто выполняются на соединениях внахлест. Другие методы сварки, такие как дуговая сварка в защитном металлическом корпусе, чрезвычайно универсальны и позволяют сваривать практически любые типы соединений. Некоторые процессы также могут использоваться для выполнения многопроходных сварных швов, при которых одному шву дают остыть, а затем поверх него выполняется другой шов. Это позволяет, например, сваривать толстые секции, расположенные в подготовительном шве с одним V-образным вырезом.[49]
После сварки в зоне сварного шва можно выделить несколько отдельных участков. Сам сварной шов называется зоной плавления - точнее, это место, где в процессе сварки был уложен присадочный металл. Свойства зоны плавления зависят в первую очередь от используемого присадочного металла и его совместимости с основными материалами. Он окружен зона термического влияния, область, микроструктура и свойства которой были изменены сварным швом. Эти свойства зависят от поведения основного материала при нагревании. Металл в этой области часто слабее, чем основной материал и зона сплавления, а также там обнаруживаются остаточные напряжения.[50]
Качественный
Многие различные факторы влияют на прочность сварных швов и материала вокруг них, включая метод сварки, количество и концентрацию подводимой энергии, свариваемость материала основы, наполнителя и флюса, конструкции соединения и взаимодействия между всеми этими факторами.[51] Чтобы проверить качество сварного шва, либо разрушительный или же неразрушающий контроль Методы обычно используются для проверки того, что сварные швы не имеют дефектов, имеют приемлемые уровни остаточных напряжений и деформации и имеют приемлемые свойства зоны термического влияния (HAZ). Виды дефекты сварки включают трещины, деформацию, газовые включения (пористость), неметаллические включения, неплавление, неполное проплавление, разрыв пластин и поднутрение.
Металлообрабатывающая промышленность учредила спецификации и коды руководить сварщики, инспекторы сварки, инженеры, менеджеры и собственники в правильной технике сварки, конструкции сварных швов, как судить о качестве Спецификация процедуры сварки, как оценить мастерство человека, выполняющего сварку, и как обеспечить качество сварочных работ.[51] Такие методы как визуальный осмотр, рентгенография, ультразвуковой контроль, УЗИ с фазированной решеткой, краситель пенетрантный контроль, магнитопорошковая инспекция, или же промышленная компьютерная томография может помочь с обнаружением и анализом определенных дефектов.
Зона термического влияния
Зона термического влияния (HAZ) представляет собой кольцо, окружающее сварной шов, в котором температура процесса сварки в сочетании с напряжениями неравномерного нагрева и охлаждения изменяет термическая обработка свойства сплава. Влияние сварки на материал, окружающий сварной шов, может быть пагубным - в зависимости от используемых материалов и подводимой теплоты используемого сварочного процесса ЗТВ может иметь различные размеры и прочность. В температуропроводность основного материала играет большую роль - если коэффициент диффузии высокий, скорость охлаждения материала высока, а ЗТВ относительно мала. И наоборот, низкий коэффициент диффузии приводит к более медленному охлаждению и большей HAZ. Количество тепла, выделяемого в процессе сварки, также играет важную роль, поскольку такие процессы, как кислородно-ацетиленовая сварка, имеют неконцентрированное тепловложение и увеличивают размер ЗТВ. Такие процессы, как сварка лазерным лучом, дают высококонцентрированное ограниченное количество тепла, что приводит к небольшой ЗТВ. Дуговая сварка находится между этими двумя крайностями, при этом отдельные процессы несколько различаются по тепловложению.[52][53] Для расчета погонной энергии при дуговой сварке можно использовать следующую формулу:

куда Q = тепловая мощность (кДж / мм), V = напряжение (V ), я = ток (А), и S = скорость сварки (мм / мин). Эффективность зависит от используемого процесса сварки: дуговая сварка в защитном металлическом корпусе имеет значение 0,75, газовая дуговая сварка металлическим электродом и сварка под флюсом - 0,9, а дуговая сварка вольфрамовым электродом - 0,8.[54] Методы снижения напряжений и хрупкости, возникающих в ЗТВ, включают: снятие стресса и закалка.[55]
Продление срока службы с помощью методов реабилитации

Прочность и срок службы динамически нагруженных сварных стальных конструкций во многих случаях определяется сварными швами, в частности сварными переходами. За счет выборочной обработки переходов шлифование (абразивная резка), дробеструйная обработка, Обработка высокочастотного удара и др. значительно повышается долговечность многих конструкций.
Металлургия
Большинство используемых твердых тел представляют собой технические материалы, состоящие из кристаллических твердых частиц, в которых атомы или ионы расположены в повторяющемся геометрическом узоре, известном как решетчатая структура. Единственное исключение - материал, который сделан из стекла, которое представляет собой комбинацию переохлажденной жидкости и полимеров, которые представляют собой агрегаты больших органических молекул.[56]
Сцепление кристаллических твердых частиц достигается за счет металлической или химической связи, которая образуется между составляющими атомами. Химические связи можно разделить на два типа: ионный и ковалентный. Чтобы образовать ионную связь, либо валентность или же связь электрон отделяется от одного атома и присоединяется к другому атому, образуя противоположно заряженные ионы. Связь в статическом положении - это когда ионы занимают положение равновесия, в котором результирующая сила между ними равна нулю. Когда ионы действуют в напряжение сила, межионное расстояние увеличивается, создавая электростатическую силу притяжения, в то время как сила отталкивания под сжимающий сила между атомными ядрами является доминирующей.[56]
Ковалентная связь имеет место, когда один из составляющих атомов теряет один или несколько электронов, а другой атом получает электроны, в результате чего возникает электронное облако, которое разделяет молекула в целом. Как в ионной, так и в ковалентной связях расположение ионов и электронов ограничено относительно друг друга, в результате чего связь становится характерной. хрупкий.[56]
Металлическое соединение может быть классифицирован как тип ковалентной связи, при которой составляющие атомы относятся к одному типу и не объединяются друг с другом с образованием химической связи. Атомы потеряют электрон (ы), образуя массив положительных ионов. Эти электроны разделяются решеткой, которая делает электронный кластер мобильным, поскольку электроны могут двигаться так же, как и ионы. Для этого он придает металлам их относительно высокую теплопроводность и электрическую проводимость, а также характерную пластичный.[56]
Три из наиболее часто используемых структур кристаллической решетки в металлах - это объемно-центрированный кубический, гранецентрированная кубическая и плотно упакованный шестиугольник. Ферритный стали имеет объемно-центрированную кубическую структуру и аустенитная сталь, Цветные металлы подобно алюминий, медь и никель имеют гранецентрированную кубическую структуру.[56]
Пластичность - важный фактор в обеспечении целостности конструкций, позволяя им выдерживать локальные концентрации напряжений без разрушения. Кроме того, конструкции должны иметь приемлемую прочность, которая связана с прочностью материала. предел текучести. Как правило, по мере увеличения предела текучести материала происходит соответствующее снижение вязкость разрушения.[56]
Снижение вязкости разрушения также может быть связано с эффектом охрупчивания примесей или для объемно-центрированных кубических металлов из-за снижения температуры. Металлы и, в частности, стали имеют переходный температурный диапазон, где выше этого диапазона металл имеет приемлемую пластичность при надрезе, а ниже этого диапазона материал становится хрупким. В пределах диапазона поведение материалов непредсказуемо. Снижение вязкости разрушения сопровождается изменением внешнего вида излома. Находясь выше перехода, трещина в первую очередь происходит из-за слияния микропустот, что приводит к появлению трещины. волокнистый. Когда температура упадет, на трещине появятся признаки фасок скола. Эти два явления видны невооруженным глазом. Хрупкие трещины на стальных пластинах могут появиться в виде шевронов под микроскоп. Эти стрелкообразные выступы на поверхности трещины указывают на происхождение трещины.[56]
Вязкость разрушения измеряется с использованием прямоугольного образца с надрезом и трещинами, размеры которого указаны в стандартах, например ASTM E23. Существуют и другие способы оценки или измерения вязкости разрушения с помощью следующего: испытание на удар по Шарпи согласно ASTM A370; Испытание на раскрытие вершины трещины (CTOD) согласно BS 7448–1; Интегральный тест J согласно ASTM E1820; Испытание падающим грузом Пеллини согласно ASTM E208.[56]
Необычные условия

Хотя многие сварочные работы выполняются в контролируемых условиях, таких как фабрики и ремонтные мастерские, некоторые сварочные процессы обычно используются в самых разных условиях, например на открытом воздухе, под водой и в других условиях. пылесосит (например, космос). На открытом воздухе, например, в строительстве и при ремонте на открытом воздухе, дуговая сварка защищенным металлом является наиболее распространенным процессом. Процессы, в которых для защиты сварного шва используются инертные газы, не могут быть легко использованы в таких ситуациях, поскольку непредсказуемые атмосферные движения могут привести к повреждению сварного шва. Дуговая сварка защищенным металлом также часто используется при подводной сварке при строительстве и ремонте судов, морских платформ и трубопроводов, но другие, такие как дуговая сварка порошковой проволокой и дуговая сварка вольфрамовым электродом, также широко распространены. Возможна и сварка в космосе - впервые она была предпринята в 1969 г. русский космонавтов во время Союз 6 миссии, когда они проводили эксперименты по испытанию дуговой сварки защищенным металлом, плазменно-дуговой сварки и электронно-лучевой сварки в условиях пониженного давления. Дальнейшие испытания этих методов были проведены в последующие десятилетия, и сегодня исследователи продолжают разрабатывать методы для использования других сварочных процессов в космосе, таких как лазерная сварка, контактная сварка и сварка трением. Достижения в этих областях могут быть полезны для будущих начинаний, подобных строительству Международная космическая станция, который мог полагаться на сварку для соединения в космосе частей, которые были произведены на Земле.[57]
Вопросы безопасности

Сварка может быть опасной и вредной для здоровья, если не будут приняты соответствующие меры. Однако использование новых технологий и надлежащей защиты значительно снижает риски травм и смерти, связанных со сваркой.[58] Since many common welding procedures involve an open electric arc or flame, the risk of burns and fire is significant; this is why it is classified as a горячая работа процесс. To prevent injury, сварщики носить personal protective equipment в виде тяжелых натуральная кожа перчатки and protective long-sleeve jackets to avoid exposure to extreme heat and flames. Synthetic clothing such as polyester should not be worn since it may burn, causing injury.[59] Additionally, the brightness of the weld area leads to a condition called дуга глаз or flash burns in which ultraviolet light causes inflammation of the роговица и может сжечь сетчатка глаз. очки для плавания и welding helmets with dark UV-filtering face plates are worn to prevent this exposure. Since the 2000s, some helmets have included a face plate which instantly darkens upon exposure to the intense UV light. To protect bystanders, the welding area is often surrounded with translucent welding curtains. Эти шторы, сделанные из поливинил хлорид plastic film, shield people outside the welding area from the UV light of the electric arc, but cannot replace the фильтр glass used in helmets.[60]


Welders are often exposed to dangerous gases and частицы иметь значение. Такие процессы, как дуговая сварка порошковой проволокой и дуговая сварка в среде защитного металла, производят курить содержащие частицы различных типов оксиды. Размер рассматриваемых частиц имеет тенденцию влиять на токсичность дымов, более мелкие частицы представляют большую опасность. This is because smaller particles have the ability to cross the гематоэнцефалический барьер. Fumes and gases, such as carbon dioxide, озон, and fumes containing тяжелые металлы, can be dangerous to welders lacking proper ventilation and training.[61] Воздействие на марганец welding fumes, for example, even at low levels (<0.2 mg/m3), may lead to neurological problems or to damage to the lungs, liver, kidneys, or central nervous system.[62] Nano particles can become trapped in the alveolar macrophages of the lungs and induce pulmonary fibrosis.[63] The use of compressed gases and flames in many welding processes poses an explosion and fire risk. Some common precautions include limiting the amount of oxygen in the air, and keeping combustible materials away from the workplace.[61]
Costs and trends
As an industrial process, the cost of welding plays a crucial role in manufacturing decisions. Many different variables affect the total cost, including equipment cost, labor cost, material cost, and энергия cost.[64] Depending on the process, equipment cost can vary, from inexpensive for methods like дуговая сварка в среде защитного металла и кислородная сварка, to extremely expensive for methods like laser beam welding and electron beam welding. Because of their high cost, they are only used in high production operations. Similarly, because automation and robots increase equipment costs, they are only implemented when high production is necessary. Labor cost depends on the deposition rate (the rate of welding), the hourly wage, and the total operation time, including time spent fitting, welding, and handling the part. The cost of materials includes the cost of the base and filler material, and the cost of shielding gases. Finally, energy cost depends on arc time and welding power demand.[64]
For manual welding methods, labor costs generally make up the vast majority of the total cost. As a result, many cost-saving measures are focused on minimizing operation time. To do this, welding procedures with high deposition rates can be selected, and weld parameters can be fine-tuned to increase welding speed. Mechanization and automation are often implemented to reduce labor costs, but this frequently increases the cost of equipment and creates additional setup time. Material costs tend to increase when special properties are necessary, and energy costs normally do not amount to more than several percent of the total welding cost.[64]
In recent years, in order to minimize labor costs in high production manufacturing, industrial welding has become increasingly more automated, most notably with the use of robots in resistance spot welding (especially in the automotive industry) and in arc welding. In robot welding, mechanized devices both hold the material and perform the weld[65] and at first, spot welding was its most common application, but robotic arc welding increases in popularity as technology advances. Other key areas of research and development include the welding of dissimilar materials (such as steel and aluminum, for example) and new welding processes, such as friction stir, magnetic pulse, conductive heat seam, and laser-hybrid welding. Furthermore, progress is desired in making more specialized methods like laser beam welding practical for more applications, such as in the aerospace and automotive industries. Researchers also hope to better understand the often unpredictable properties of welds, especially microstructure, остаточные напряжения, and a weld's tendency to crack or deform.[66]
The trend of accelerating the speed at which welds are performed in the steel erection industry comes at a risk to the integrity of the connection. Without proper fusion to the base materials provided by sufficient arc time on the weld, a project inspector cannot ensure the effective diameter of the puddle weld therefore he or she cannot guarantee the published load capacities unless they witness the actual installation.[67] This method of puddle welding is common in the United States and Canada for attaching steel sheets to bar joist и конструкционная сталь члены. Regional agencies are responsible for ensuring the proper installation of puddle welding on steel construction sites. Currently there is no standard or weld procedure which can ensure the published holding capacity of any unwitnessed connection, but this is under review by the Американское сварочное общество.
Glass and plastic welding

Glasses and certain types of plastics are commonly welded materials. Unlike metals, which have a specific температура плавления, glasses and plastics have a melting range, called the стеклование. When heating the solid material past the glass-transition temperature (Tграмм) into this range, it will generally become softer and more pliable. When it crosses through the range, above the glass-melting temperature (Tм), it will become a very thick, sluggish, viscous liquid, slowly decreasing in viscosity as temperature increases. Typically, this viscous liquid will have very little поверхностное натяжение compared to metals, becoming a sticky, ириска к медовый -like consistency, so welding can usually take place by simply pressing two melted surfaces together. The two liquids will generally mix and join at first contact. Upon cooling through the glass transition, the welded piece will solidify as one solid piece of amorphous material.
Glass welding
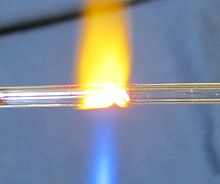
Glass welding is a common practice during glassblowing. It is used very often in the construction of lighting, неоновые вывески, flashtubes, scientific equipment, and the manufacture of dishes and other glassware. It is also used during литье стекла for joining the halves of glass molds, making items such as bottles and jars. Welding glass is accomplished by heating the glass through the glass transition, turning it into a thick, formable, liquid mass. Heating is usually done with a gas or oxy-gas torch, or a furnace, because the temperatures for melting glass are often quite high. This temperature may vary, depending on the type of glass. Например, lead glass becomes a weldable liquid at around 1,600 °F (870 °C), and can be welded with a simple propane torch. On the other hand, quartz glass (плавленый кварц ) must be heated to over 3,000 °F (1,650 °C), but quickly loses its viscosity and formability if overheated, so an кислородно-водород torch must be used. Sometimes a tube may be attached to the glass, allowing it to be blown into various shapes, such as bulbs, bottles, or tubes. When two pieces of liquid glass are pressed together, they will usually weld very readily. Welding a handle onto a pitcher can usually be done with relative ease. However, when welding a tube to another tube, a combination of blowing and suction, and pressing and pulling is used to ensure a good seal, to shape the glass, and to keep the surface tension from closing the tube in on itself. Sometimes a filler rod may be used, but usually not.
Because glass is very brittle in its solid state, it is often prone to cracking upon heating and cooling, especially if the heating and cooling are uneven. This is because the brittleness of glass does not allow for uneven тепловое расширение. Glass that has been welded will usually need to be cooled very slowly and evenly through the glass transition, in a process called annealing, to relieve any internal stresses created by a температурный градиент.
There are many types of glass, and it is most common to weld using the same types. Different glasses often have different rates of thermal expansion, which can cause them to crack upon cooling when they contract differently. For instance, quartz has very low thermal expansion, while натриево-известковое стекло has very high thermal expansion. When welding different glasses to each other, it is usually important to closely match their coefficients of thermal expansion, to ensure that cracking does not occur. Also, some glasses will simply not mix with others, so welding between certain types may not be possible.
Glass can also be welded to metals and ceramics, although with metals the process is usually more adhesion to the surface of the metal rather than a commingling of the two materials. However, certain glasses will typically bond only to certain metals. For example, lead glass bonds readily to медь или же молибден, but not to aluminum. Вольфрам electrodes are often used in lighting but will not bond to quartz glass, so the tungsten is often wetted with molten боросиликатное стекло, which bonds to both tungsten and quartz. However, care must be taken to ensure that all materials have similar coefficients of thermal expansion to prevent cracking both when the object cools and when it is heated again. Специальный сплавы are often used for this purpose, ensuring that the coefficients of expansion match, and sometimes thin, metallic coatings may be applied to a metal to create a good bond with the glass.[68][69]
Пластиковая сварка
Plastics are generally divided into two categories, which are "thermosets" and "thermoplastics." А термореактивный is a plastic in which a chemical reaction sets the molecular bonds after first forming the plastic, and then the bonds cannot be broken again without degrading the plastic. Thermosets cannot be melted, therefore, once a thermoset has set it is impossible to weld it. Examples of thermosets include epoxies, силикон, vulcanized rubber, полиэстер, и полиуретан.
Термопласты, by contrast, form long molecular chains, which are often coiled or intertwined, forming an amorphous structure without any long-range, crystalline order. Some thermoplastics may be fully amorphous, while others have a partially crystalline/partially amorphous structure. Both amorphous and semicrystalline thermoplastics have a glass transition, above which welding can occur, but semicrystallines also have a specific melting point which is above the glass transition. Above this melting point, the viscous liquid will become a free-flowing liquid (see rheological weldability за thermoplastics ). Examples of thermoplastics include полиэтилен, полипропилен, полистирол, поливинил хлорид (PVC), and fluoroplastics like Тефлон и Спектралон.
Welding thermoplastic is very similar to welding glass. The plastic first must be cleaned and then heated through the glass transition, turning the weld-interface into a thick, viscous liquid. Two heated interfaces can then be pressed together, allowing the molecules to mix through intermolecular diffusion, joining them as one. Then the plastic is cooled through the glass transition, allowing the weld to solidify. A filler rod may often be used for certain types of joints. The main differences between welding glass and plastic are the types of heating methods, the much lower melting temperatures, and the fact that plastics will burn if overheated. Many different methods have been devised for heating plastic to a weldable temperature without burning it. Ovens or electric heating tools can be used to melt the plastic. Ultrasonic, laser, or friction heating are other methods. Resistive metals may be implanted in the plastic, which respond to induction heating. Some plastics will begin to burn at temperatures lower than their glass transition, so welding can be performed by blowing a heated, inert gas onto the plastic, melting it while, at the same time, shielding it from oxygen.[70]
Many thermoplastics can also be welded using chemical растворители. When placed in contact with the plastic, the solvent will begin to soften it, bringing the surface into a thick, liquid solution. When two melted surfaces are pressed together, the molecules in the solution mix, joining them as one. Because the solvent can permeate the plastic, the solvent evaporates out through the surface of the plastic, causing the weld to drop out of solution and solidify. A common use for solvent welding is for joining PVC or ABS (акрилонитрилбутадиенстирол ) pipes during сантехника, or for welding стирол and polystyrene plastics in the construction of модели. Solvent welding is especially effective on plastics like PVC which burn at or below their glass transition, but may be ineffective on plastics like Teflon or polyethylene that are resistant to chemical decomposition.[71]
Смотрите также
- Крепеж
- Список сварочных кодов
- Список сварочных процессов
- Welding Procedure Specification
- Welder certification
- Welded sculpture
Рекомендации
- ^ Краткий англо-саксонский словарь by John R. Clark Hall, Herbert T. Merritt, Herbert Dean Meritt, Medieval Academy of America -- Cambridge University Press 1960 Page 289
- ^ Этимологический словарь английского языка by Walter William Skeat -- Oxford Press 1898 Page 702
- ^ Словарь английской этимологии by Hensleigh Wedgwood -- Trubner & Co. 1878Page 723
- ^ A History of the English Language by Elly van Gelderen -- John Benjamins Publishing 2006
- ^ Геродот. Истории. Пер. R. Waterfield. Оксфорд: Издательство Оксфордского университета. Book One, 25.
- ^ Кэри и Хелцер 2005, п. 4
- ^ а б Lincoln Electric, p. 1.1-1
- ^ Lincoln Electric, The Procedure Handbook Of Arc Welding 14th ed., page 1.1-1
- ^ а б Герта Айртон. Электрическая дуга, стр. 20, 24 и 94. D. Van Nostrand Co., Нью-Йорк, 1902 год.
- ^ а б c A. Anders (2003). "Tracking down the origin of arc plasma science-II. early continuous discharges" (PDF). IEEE Transactions по науке о плазме. 31 (5): 1060–9. Дои:10.1109/TPS.2003.815477.
- ^ Большая Советская Энциклопедия, Article "Дуговой разряд" (англ. электрическая дуга)
- ^ Лазарев, П. (Декабрь 1999 г.), «Исторический очерк 200-летия развития естествознания в России» (PDF), Успехи физики, 42 (1247): 1351–1361, Дои:10.1070 / PU1999v042n12ABEH000750, заархивировано из оригинал (Русский) на 2011-02-11
- ^ "Encyclopedia.com. Полный словарь научной биографии". Charles Scribner's Sons. 2008 г.. Получено 9 октября 2014.
- ^ Nikołaj Benardos, Stanisław Olszewski, "Process of and apparatus for working metals by the direct application of the electric current" patent nr 363 320, Washington, United States Patent Office, 17 may 1887.
- ^ Кэри и Хелцер 2005, стр. 5–6
- ^ Кэри и Хелцер 2005, п. 6
- ^ а б c d е Weman, p. 26
- ^ "Lesson 3: Covered Electrodes for Welding Mild Steels". Получено 18 мая 2017.
- ^ A History of Welding. weldinghistory.org
- ^ Инженер (6 February 1920) p. 142
- ^ Lincoln Electric, p. 1.1–5
- ^ Sapp, Mark E. (February 22, 2008). "Welding Timeline 1900–1950". WeldingHistory.org. Архивировано из оригинал 3 августа 2008 г.. Получено 2008-04-29.
- ^ Кэри и Хелцер 2005, п. 7
- ^ Lincoln Electric, p. 1.1–6
- ^ Кэри и Хелцер 2005, п. 9
- ^ Kazakov, N.F (1985). "Diffusion Bonding of Materials". Кембриджский университет. Архивировано из оригинал на 2013-09-01. Получено 2011-01-13.
- ^ Mel Schwartz (2011). Innovations in Materials Manufacturing, Fabrication, and Environmental Safety. CRC Press. п. 300. ISBN 978-1-4200-8215-9.
- ^ Lincoln Electric, pp. 1.1–10
- ^ Кэри и Хелцер 2005, стр. 246–249
- ^ Kalpakjian and Schmid, p. 780
- ^ Lincoln Electric, p. 5.4–5
- ^ Weman, p. 16
- ^ а б c d Weman, p. 63
- ^ а б Кэри и Хелцер 2005, п. 103
- ^ Lincoln Electric, p. 5.4-3
- ^ Weman, p. 53
- ^ а б c Weman, p. 31 год
- ^ Weman, pp. 37–38
- ^ Weman, p. 68
- ^ Weman, pp. 93–94
- ^ а б c d е ж Weman, pp. 80–84
- ^ John Jernberg (1919). Ковка. American Technical society. п.26.
- ^ Weman, pp. 95–101
- ^ AWS A3.0:2001, Standard Welding Terms and Definitions Including Terms for Adhesive Bonding, Brazing, Soldering, Thermal Cutting, and Thermal Spraying, American Welding Society (2001), p. 117. ISBN 0-87171-624-0
- ^ а б c d Weman, pp. 89–90
- ^ Stephan Kallee (August 2006) "NZ Fabricators begin to use Friction Stir Welding to produce aluminium components and panels". New Zealand Engineering News.
- ^ Stephan Kallee et al. (2010) Industrialisation of Electromagnetic Pulse Technology (EMPT) in India 38th Anniversary Issue of PURCHASE India.
- ^ Hicks, John (1999). Welded Joint Design. Нью-Йорк: Промышленная пресса. стр.52 –55. ISBN 0-8311-3130-6.
- ^ Кэри и Хелцер 2005, pp. 19, 103, 206
- ^ Кэри и Хелцер 2005, стр. 401–404
- ^ а б Weman, pp. 60–62
- ^ Lincoln Electric, pp. 6.1-5–6.1–6
- ^ Kalpakjian and Schmid, pp. 821–22
- ^ Weman, p. 5
- ^ How To Weld By Todd Bridigum - Motorbook 2008 Page 37
- ^ а б c d е ж грамм час Ланкастер, Дж. Ф. (1999). Металлургия сварки (6-е изд.). Abington, Cambridge: Abington Pub. ISBN 1-85573-428-1.
- ^ Кэри и Хелцер 2005, pp. 677–683
- ^ ANSI/AWS Z49.1: "Safety in Welding, Cutting, and Allied Processes" (2005)
- ^ "Safety and Health Injury Prevention Sheets (SHIPS) | Process: Hot Work - Welding, Cutting and Brazing - Hazard: Burns and Shocks | Occupational Safety and Health Administration". www.osha.gov. Получено 2019-10-12.
- ^ Кэри и Хелцер 2005, стр. 42, 49–51
- ^ а б Кэри и Хелцер 2005, pp. 52–62
- ^ Welding and Manganese: Potential Neurologic Effects. The inhalation of nano particles National Institute for Occupational Safety and Health. March 30, 2009.
- ^ James D Byrne; John A Baugh (2008). "The significance of nano particles in particle-induced pulmonary fibrosis". Журнал медицины Макгилла. 11 (1): 43–50. ЧВК 2322933. PMID 18523535.
- ^ а б c Weman, pp. 184–89
- ^ Lincoln Electric, p. 4.5-1
- ^ ASM International (2003). Тенденции исследований в области сварки. Materials Park, Ohio: ASM International. pp. 995–1005. ISBN 0-87170-780-2.
- ^ Gregory L. Snow and W. Samuel Easterling (October 2008) Strength of Arc Spot Welds Made in Single and Multiple Steel Sheets В архиве 2014-06-11 в Wayback Machine , Proceedings of the 19th International Specialty Conference on Cold-Formed Steel Structures, Missouri University of Science and Technology.
- ^ Freek Bos, Christian Louter, Fred Veer (2008) Challenging Glass: Conference on Architectural and Structural Applications. JOS Press. п. 194. ISBN 1586038664
- ^ Bernard D. Bolas (1921) A handbook of laboratory glassblowing. London, G. Routledge and sons
- ^ Plastics and Composites: Welding Handbook By David A. Grewell, A. Benatar, Joon Bu Park – Hanser Gardener 2003
- ^ Handbook of Plastics Joining: A Practical Guide By Plastics Design Library – PDL 1997 Page 137, 146
Источники
- Cary, Howard B; Helzer, Scott C. (2005). Современные сварочные технологии. Река Верхнее Седл, Нью-Джерси: Pearson Education. ISBN 0-13-113029-3.
- Калпакджян, Серопе; Schmid, Steven R. (2001). Производство и технологии. Прентис Холл. ISBN 0-201-36131-0.
- Линкольн Электрик (1994). The Procedure Handbook of Arc Welding. Кливленд: Линкольн Электрик. ISBN 99949-25-82-2.
- Weman, Klas (2003). Справочник по сварочным процессам. New York, NY: CRC Press LLC. ISBN 0-8493-1773-8.