Гибка труб - Tube bending


Гибка труб есть ли обработки металлов давлением процессы, используемые для постоянного формирования трубы или же трубка. Гибка труб может быть связана с формованием или с использованием процедур произвольной гибки, а также может использоваться процедура горячего или холодного формования.
Процедуры гибки с привязкой к форме, такие как «гибка под давлением» или «гибка с вращательной вытяжкой», используются для придания заготовке формы умереть. Прямой трубный материал может быть сформирован с использованием гибочного станка для создания множества одиночных или множественных изгибов и придания детали желаемой формы. Эти процессы могут использоваться для формирования сложных форм из различных типов гибких металлических труб.[1] Процессы произвольной гибки, такие как трехвалковая гибка с выталкиванием, формируют кинематическую форму заготовки, поэтому контур гибки не зависит от геометрии инструмента.
Обычно для гибки труб используется круглый пруток. Однако квадратные и прямоугольные трубы и трубы также могут быть изогнуты в соответствии с рабочими требованиями. Другими факторами, влияющими на процесс гибки, являются толщина стенки, инструменты и смазочные материалы, необходимые трубогибу для наилучшего придания формы материалу, а также различные способы использования трубы (труба, проволока для труб).
Геометрия
Трубку можно сгибать в разных направлениях и под разными углами. Обычные простые изгибы состоят из образующих изгибов, которые являются изгибами, и U-образных изгибов, которые представляют собой изгибы на 180 °. Более сложные геометрические формы включают несколько двумерных (2D) изгибов и трехмерных (3D) изгибов. Двумерная труба имеет отверстия в одной плоскости; 3D имеет отверстия в разных плоскостях.
Двухплоскостной изгиб или составной изгиб определяется как составной изгиб, имеющий изгиб на виде в плане и изгиб на фасаде. При расчете двухплоскостного изгиба необходимо знать угол изгиба и поворот (двугранный угол).
Одним из побочных эффектов гибки заготовки является изменение толщины стенки; стенка по внутреннему радиусу трубки становится толще, а внешняя стенка тоньше. Чтобы уменьшить это, трубка может поддерживаться изнутри или снаружи, чтобы сохранить поперечное сечение. В зависимости от угла изгиба, толщины стенки и способа изгиба внутренняя часть стены может сморщиться.
Процессы
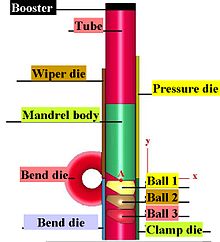
Процесс гибки трубы начинается с загрузки трубы в трубогиб или трубогиб и зажима ее на месте между двумя штампами, зажимным блоком и формовочной штамповкой. Трубка также свободно удерживается двумя другими штампами, шаблоном стеклоочистителя и штампом давления.
Процесс изгиба трубы включает использование механической силы для прижатия трубы или трубки из исходного материала к матрице, заставляя трубу или трубу принимать форму матрицы. Часто стандартные трубки надежно удерживаются на месте, в то время как конец вращается и катится вокруг матрицы. Другие формы обработки, включая проталкивание материала через ролики, изгибающие его по простой кривой.[2] Для некоторых операций по гибке труб оправка помещается внутрь трубки, чтобы предотвратить сжатие. Трубка удерживается в натяжении шлифовальной головкой, чтобы предотвратить образование складок при нагрузке. Матрица грязесъемника обычно изготавливается из более мягкого сплава, такого как алюминий или латунь, чтобы избежать царапин или повреждения изгибаемого материала.
Большая часть инструмента сделана из закаленной стали или инструментальной стали, чтобы поддерживать и продлевать срок службы инструмента. Однако, когда возникает опасность поцарапать или поцарапать заготовку, используется более мягкий материал, такой как алюминий или бронза. Например, зажимной блок, вращающийся опорный блок и пресс-матрица часто изготавливают из закаленной стали, потому что трубопровод не проходит мимо этих частей машины. Пресс-матрица и обтирочная матрица изготовлены из алюминия или бронзы для сохранения формы и поверхности обрабатываемой детали при ее скольжении.
Трубогибочные машины обычно приводятся в действие человеком, приводятся в действие пневматикой, гидравлический сервомотор с усилителем, с гидравлическим приводом или электрический.
Гибка пресса
Гибка под прессом, вероятно, является первым процессом гибки холодных труб и насосно-компрессорных труб.[требуется разъяснение ] В этом процессе штамп в форме изгиба прижимается к трубе, заставляя трубу соответствовать форме изгиба. Поскольку труба не имеет внутренней опоры, происходит некоторая деформация формы трубы, приводящая к овальному поперечному сечению. Этот процесс используется там, где не требуется постоянного поперечного сечения трубы. Хотя одна матрица может производить различные формы, она подходит только для трубы одного размера и радиуса.
Гибка с поворотной вытяжкой
Ротационная гибка с вытяжкой (RDB) - это точная технология, поскольку для гибки используются инструменты или «наборы штампов», которые имеют постоянный радиус центральной линии (CLR), альтернативно обозначаемый как средний радиус изгиба (Rm). Ротационные волочильные станки можно запрограммировать для хранения нескольких заданий на гибку с различной степенью гибки. Часто таблица индексов позиционирования (IDX) прикрепляется к гибочному станку, что позволяет оператору воспроизводить сложные изгибы, которые могут иметь несколько изгибов и разные плоскости.
Ротационные волочильные станки - самые популярные машины для гибки труб, труб и твердых тел в таких областях, как: поручни, рамы, автотранспорт каркасы, ручки, линии и многое другое. Ротационные волочильные станки создают эстетически приятные изгибы, когда правильный инструмент подбирается для применения. Ротационные волочильные станки с ЧПУ могут быть очень сложными и использовать сложные инструменты для выполнения тяжелых изгибов с высокими требованиями к качеству.
Полная оснастка требуется только для высокоточной гибки трудно изгибаемых труб с относительно большим отношением OD / t (диаметр / толщина) и относительно небольшим соотношением между средним радиусом изгиба Rm и OD.[3] Использование осевого наддува либо на свободном конце трубы, либо на пресс-матрице полезно для предотвращения чрезмерного утонения и сжатия выступающих частей трубы. Оправка с шариком или без него со сферическими звеньями в основном используется для предотвращения образования складок и овализации. Для относительно простых процессов гибки (то есть по мере уменьшения фактора сложности BF) инструментальная оснастка может быть постепенно упрощена, что устраняет необходимость в осевом вспомогательном приспособлении, оправке и фильере (что в основном предотвращает образование складок). Кроме того, в некоторых особых случаях стандартный набор инструментов должен быть изменен, чтобы соответствовать конкретным требованиям к продукции.
Валковая гибка
Во время процесса гибки валков труба, экструзия или твердое тело проходят через серию роликов (обычно три), которые оказывают давление на трубу, постепенно изменяя радиус изгиба в трубе. Вальцегибочные станки пирамидального типа имеют один подвижный валок, обычно верхний валок. Вальцегибочные станки с двойным зажимом имеют два регулируемых валка, обычно нижние валки, и фиксированный верхний валок. Этот метод гибки вызывает очень небольшую деформацию поперечного сечения трубы. Этот процесс подходит для производства бухт труб, а также длинных пологих изгибов, подобных тем, которые используются в стропильных системах.
Трехвалковая гибка методом выталкивания

Трехвалковая гибка с выталкиванием (TRPB) - это наиболее часто используемый процесс произвольной гибки для получения геометрии гибки, состоящей из нескольких плоских кривых гибки. Тем не менее, 3D-шейпинг возможен. Профиль направляется между гибочным валком и опорным валком (ами), проталкиваясь через инструменты. Положение формовочного валка определяет радиус изгиба. Точка изгиба - это точка касания трубы и гибочного валка. Чтобы изменить плоскость изгиба, толкатель поворачивает трубку вокруг своей продольной оси. Как правило, набор инструментов TRPB можно применять на обычном поворотная гибка машина. Процесс очень гибкий, поскольку с помощью уникального набора инструментов можно получить несколько значений радиуса изгиба Rm, хотя геометрическая точность процесса не сравнима с поворотная гибка.[4] Могут быть изготовлены контуры гибки, определенные как функции шлицевого или полиномиального типа.[5]
Простая трехвалковая гибка
Трехвалковая гибка труб и открытых профилей также может выполняться на более простых машинах, часто полуавтоматических и без ЧПУ, которые могут подавать трубу в зону гибки за счет трения. Эти машины часто имеют вертикальное расположение, т.е. три валка лежат в вертикальной плоскости.
Индукционная гибка
Индукционная катушка размещается вокруг небольшого участка трубы в месте изгиба. Затем он нагревается индукционным нагревом до температуры от 800 до 2200 градусов по Фаренгейту (от 430 до 1200 C). Пока труба горячая, на трубу оказывается давление, чтобы она согнулась. Затем трубу можно охладить воздухом или водой, либо охладить от окружающего воздуха.
Индукционная гибка используется для производства изгибов для широкого спектра применений, таких как (тонкостенные) трубопроводы как для восходящего, так и для нисходящего потока, а также для прибрежных и прибрежных сегментов нефтехимической промышленности, конструктивных элементов большого радиуса для строительной отрасли, отводы с толстыми стенками и коротким радиусом для энергетики и городских систем отопления.
Большие преимущества индукционной гибки:
- нет необходимости в оправках
- радиусы и углы изгиба (1 ° -180 °) можно свободно выбирать
- высокоточные радиусы и углы изгиба
- легко изготавливать точные трубные катушки
- значительная экономия на сварных швах
- в одном станке можно разместить трубы широкого диапазона размеров (от 1 до 80 дюймов)
- отличные показатели истончения стенок и овальности
Упаковка
Упаковка льда
Труба заполняется водным раствором, замораживается и сгибается в холодном состоянии. Растворенное вещество (можно использовать мыло) делает лед гибким. Эта техника используется для изготовления тромбонов.[6]
Упаковка смолы
Подобные методы с использованием смолы ранее использовались, но были прекращены, поскольку смолу было трудно очистить без чрезмерного нагрева.[6]
Набивка песком / горячее формование
В процессе набивки из песка труба заполняется мелким песком, а концы закрываются крышками. Заполненная труба нагревается в печи до 1600 ° F (870 ° C) или выше. Затем его кладут на плиту с установленными в ней штифтами и сгибают вокруг штифтов с помощью лебедки, крана или другой механической силы. Песок в трубе сводит к минимуму деформацию поперечного сечения трубы.
Оправкаs
Оправка представляет собой стальной стержень или связанный шарик, вставленный в трубку во время ее изгиба, чтобы дать трубке дополнительную поддержку, чтобы уменьшить складки и поломку трубки во время этого процесса. Различают следующие типы оправок.
- Оправка заглушки: твердый стержень, используемый на обычных изгибах
- Формовочная оправка: сплошной стержень с изогнутым концом, используемый на изгибе, когда требуется больше поддержки
- Шаровая оправка без кабеля: несвязанные стальные шарикоподшипники, вставленные в трубу, используются на критических и точных изгибах
- Шаровая оправка с кабелем: соединенные шарикоподшипники, вставленные в трубку, используются на критических и точных изгибах
- Песок: песок в тубусе
При производстве изделий, в которых изгиб не критичен, можно использовать оправку для заглушки. Форма опалубки сужается к концу оправки, чтобы обеспечить большую поддержку при изгибе трубы. При необходимости точного изгиба следует использовать оправку с шариками (или оправку со стальным тросом). Соединенные шарообразные диски вставляются в трубку для обеспечения возможности изгиба при сохранении одинакового диаметра на всем протяжении. Другие стили включают использование песка, керробенда или замороженной воды. Они позволяют получить в некоторой степени постоянный диаметр, обеспечивая при этом недорогую альтернативу вышеупомянутым стилям.
Производительный автомобиль или мотоцикл выхлопная труба обычное применение оправки.
Пружины изгиба
Это прочные, но гибкие пружины, вставленные в трубу для поддержки стенок трубы во время гибки вручную. Их диаметр лишь немного меньше внутреннего диаметра сгибаемой трубы. Они подходят только для гибки мягкой медной трубы диаметром 15 и 22 мм (0,6 и 0,9 дюйма) (обычно используемой в бытовой сантехнике) или трубы из ПВХ.
Пружина вставляется в трубу до тех пор, пока ее центр не окажется примерно там, где должен быть изгиб. К концу пружины можно прикрепить кусок гибкой проволоки, чтобы облегчить ее удаление. Труба обычно прижимается к согнутому колену, а концы трубы подтягиваются вверх для создания изгиба. Чтобы упростить извлечение пружины из трубы, рекомендуется согнуть трубу немного больше, чем требуется, а затем немного ослабить. Пружины менее громоздки, чем поворотные гибочные станки, но не подходят для гибки коротких отрезков трубопровода, когда на концах труб трудно получить необходимое усилие.
Гибочные пружины для труб меньшего диаметра (медная труба 10 мм) скользят по трубе, а не внутри.
Смотрите также
- Гибка (механика)
- Гибочный станок (производство)
- Тормоз (гибка листового металла)
- Компенсация возврата пружины
Рекомендации
- ^ Тодд, Роберт Х .; Аллен, Делл К .; Альтинг, Лео (1994), Справочное руководство по производственным процессам (1-е изд.), Industrial Press Inc., ISBN 978-0-8311-3049-7.
- ^ Руководство по гибке труб, получено 2018-07-24.
- ^ Mentella, A .; Страно, М. (10 октября 2011 г.). «Гибка медных труб малого диаметра с вытяжкой с вращением: прогнозирование качества поперечного сечения». Труды Института инженеров-механиков, Часть B: Журнал машиностроительного производства. 226 (2): 267–278. Дои:10.1177/0954405411416306.
- ^ Страно, Маттео; Б.М. Колозимо; Э. Дель Кастильо (2011). «Улучшенная конструкция процесса трехвалковой гибки труб с геометрическими неопределенностями». 14-я Международная конференция ESAFORM по формованию материалов: ESAFORM 2011. Материалы конференции AIP. 1353. С. 35–40. Bibcode:2011AIPC.1353 ... 35S. Дои:10.1063/1.3589488.
- ^ Энгель, Б .; Kersten, S .; Андерс, Д. (2011), "Сплайн-интерполяция и расчет параметров машины для трехвалкового изгиба сплайн-контуров", Steel Research International, 82 (10): 1180–1186, Дои:10.1002 / srin.201100077.
- ^ а б «Производство духовых инструментов: как металл создает музыку».