Форма квадратной резьбы - Square thread form
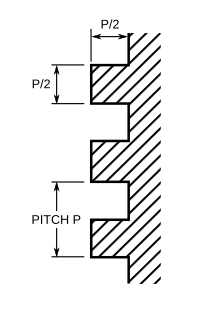
В квадратная форма резьбы общий резьба форма, используемая в приложениях с высокой нагрузкой, таких как винты и винтовые домкраты. Свое название он получил от квадратного сечения резьбы.[1] Это самая низкая трение и наиболее эффективная форма резьбы, но ее сложно изготовить.
Преимущества недостатки
Самым большим преимуществом квадратных резьб является то, что они имеют гораздо более высокую внутреннюю эффективность, чем трапециевидная резьба (Acme или метрическая трапеция). Из-за отсутствия угол резьбы нет радиального давления, или разрывное давление, на гайке. Это также увеличивает срок службы ореха.[1]
Самый большой недостаток - сложность обработки такой резьбы. В одноточечные режущие инструменты или же метчики и умирает Используемая для нарезания резьбы не может иметь эффективных передних и задних углов (из-за квадратной формы), что делает резку медленной и сложной. Квадратная резьба также не может нести такую большую нагрузку, как трапециевидная резьба, потому что корень квадратной резьбы меньше. Также нет возможности компенсировать износ гайки, поэтому при износе ее необходимо заменять.[1]
Классификация
Квадратная резьба определяется следующим образом: ISO стандарты:

куда Кв. обозначает квадратную резьбу, 60 - номинальный диаметр в миллиметрах, а 9 шаг в миллиметрах. Когда нет суффикса, это одинарный запускающий поток. Если есть суффикс, то после знака умножения стоит вести а значение в скобках - это высота звука. Например:

обозначается два старта, так как отрыв от поля равен двум. «LH» обозначает левую резьбу.[2]
| Номинальный диаметр [мм] | Шаг [мм] |
|---|---|
| 22, 24, 26, 28 | 5 |
| 30, 32, 36 | 6 |
| 40, 44 | 7 |
| 48, 50, 52 | 8 |
| 55, 60 | 9 |
| 65, 70, 75, 80 | 10 |
| 85, 90, 95, 100 | 12 |
Механика
Рекомендации
Примечания
Библиография
- Бхандари, В. Б. (2007), Проектирование элементов машин, Тата МакГроу-Хилл, ISBN 978-0-07-061141-2.