Технологическая химия - Process chemistry
Эта научная статья требует дополнительных цитаты к вторичные или третичные источники (Февраль 2015 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |
Эта статья возможно содержит оригинальные исследования. (Февраль 2015 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |
Технологическая химия это подразделение фармацевтической химии, занимающееся разработкой и оптимизацией схемы синтеза и процедуры пилотного производства для производства соединений для фазы разработки лекарств. Химия процесса отличается от медицинская химия, который является подразделением фармацевтической химии, которому поручено проектировать и синтезировать молекулы в малых масштабах на ранней стадии открытия лекарств.
Химики-медики в значительной степени озабочены как можно более быстрым синтезом большого количества соединений из легко настраиваемых химических строительных блоков (обычно для SAR исследования). В общем, репертуар реакций, используемых в химии открытий, несколько узок (например, Аминирование Бухвальда-Хартвига, Муфта Suzuki и восстановительное аминирование обычные реакции).[1] Напротив, перед химиками-технологами стоит задача определить, среди прочего, химический процесс, который был бы безопасным, экономичным и трудоемким, «экологичным» и воспроизводимым. Часто в поисках кратчайшего и наиболее эффективного пути синтеза химики-технологи должны разрабатывать творческие синтетические решения, которые исключают дорогостоящие манипуляции с функциональными группами и стадии окисления / восстановления.
Эта статья посвящена исключительно химическим и производственным процессам, связанным с производством низкомолекулярных лекарств. Биологические медицинские продукты (чаще называемые «биопрепаратами») представляют собой растущую долю одобренных методов лечения, но процессы производства этих продуктов выходят за рамки данной статьи. Кроме того, многие сложные факторы, связанные с технологией химического производства (например, теплопередача и конструкция реактора) и лекарственная форма будут рассматриваться бегло.
Соображения по химическому процессу
Экономическая эффективность имеет первостепенное значение в химическом процессе и, следовательно, находится в центре внимания при рассмотрении путей синтеза на пилотной установке. Лекарственное вещество, которое производят перед приготовлением препарата, обычно называют активным фармацевтическим ингредиентом (API), и в данном документе оно будет именоваться таковым. Стоимость производства API может быть разбита на две составляющие: «стоимость материала» и «стоимость конверсии».[2] Экологическое и экологическое воздействие синтетического процесса также следует оценивать с помощью соответствующего показателя (например, EcoScale).
Идеальный технологический химический маршрут будет иметь хорошие оценки по каждому из этих показателей, но неизбежно следует ожидать компромиссов. Большинство крупных химических и производственных подразделений фармацевтических процессов разработали взвешенные количественные схемы для измерения общей привлекательности одного синтетического маршрута по сравнению с другим. Поскольку стоимость является основным фактором, стоимость материалов и объем производства обычно имеют большое значение.
Стоимость материала
Стоимость материалов химического процесса - это сумма затрат на все сырье, промежуточные продукты, реагенты, растворители и катализаторы, закупаемые у внешних поставщиков. Материальные затраты могут повлиять на выбор одного синтетического маршрута по сравнению с другим или на решение передать производство промежуточного продукта на аутсорсинг.
Стоимость преобразования
Стоимость преобразования химического процесса является фактором общей эффективности этой процедуры, как по материалам, так и по времени, а также ее воспроизводимости. Эффективность химического процесса может быть определена количественно по его атомной экономии, выходу, объемно-временной производительности и экологическому фактору (E-фактор), а его воспроизводимость может быть оценена по уровню качества обслуживания (QSL) и индексу совершенства процесса (PEI). ) метрики.

Атомная экономика
В атомная экономика Время реакции определяется как количество атомов исходных материалов, которые включены в конечный продукт. Атомную экономию можно рассматривать как показатель «эффективности» данного синтетического маршрута.[3]

Например, Перестановка Клейзена и Циклоприсоединение Дильса-Альдера являются примерами реакций, которые на 100% экономичны. С другой стороны, прототип Реакция Виттига имеет особенно плохую атомную экономию (всего 20 процентов в показанном примере).
Технологические маршруты синтеза должны быть спроектированы таким образом, чтобы атомная экономия была максимальной для всей схемы синтеза. Следовательно, по возможности следует избегать использования «дорогостоящих» реагентов, таких как защитные группы и уходящие группы с высоким молекулярным весом. Значение атомной экономии в диапазоне от 70 до 90 процентов для синтеза API является идеальным, но может быть непрактично или невозможно получить доступ к определенным комплексным целям в этом диапазоне. Тем не менее, атомная экономия - хороший показатель для сравнения двух путей к одной и той же молекуле.
Урожай
Эта секция нужны дополнительные цитаты для проверка. (Февраль 2015 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |
Урожай определяется как количество продукта, полученного в химической реакции. Выход, имеющий практическое значение в химии процесса, - это выход изолированного продукта - выход изолированного продукта после всех стадий очистки.[нужна цитата ] При окончательном синтезе API ожидается выход 80 процентов или выше на каждой стадии синтеза.[нужна цитата ] Определение приемлемого выхода полностью зависит от важности продукта и способов объединения имеющихся технологий для их эффективного применения; выходы, приближающиеся к 100%, называются количественными, а выходы выше 90% в целом считаются превосходными.[4]
![{ displaystyle { begin {array} {| r | r | r |} hline & { text {Иллюстративный пример}} & { text {Общий доход}} hline color {BrickRed} { text {Линейный синтез}} & { ce {A -> [85 \%] B -> [85 \%] C -> [85 \%] Product}} & color {BrickRed} {61.4 \%} hline color {PineGreen} { text {Конвергентный синтез}} & left. { begin {matrix} { ce {A -> [85 \%] B}} { ce {D -> [ 85 \%] E}} end {matrix}} quad right } { ce {-> Product}} & color {PineGreen} {72.3 \%} hline end {array}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/6c5c7dc7065f27073d01f8a57db8d194f4baae1c "Наглядный пример конвергентного синтеза")
Существует несколько стратегий, которые используются при разработке технологического маршрута для обеспечения адекватного общего выхода фармацевтического продукта. Первый - это концепция конвергентный синтез. Предполагая выход от очень хорошего до отличного на каждой стадии синтеза, общий выход многостадийной реакции может быть максимизирован путем объединения нескольких ключевых промежуточных продуктов на поздней стадии, которые получают независимо друг от друга.
Еще одна стратегия максимизации изолированной доходности (а также эффективности времени) - это концепция телескопический синтез (также называемый однореакторным синтезом). Этот подход описывает процесс исключения стадий обработки и очистки из последовательности реакций, обычно путем простого добавления реагентов последовательно в реактор. Таким образом можно избежать ненужных потерь на этих этапах.
Наконец, чтобы свести к минимуму общую стоимость, стадии синтеза с использованием дорогих реагентов, растворителей или катализаторов должны быть включены в технологический маршрут как можно более поздней стадии, чтобы минимизировать количество используемого реагента.
На пилотной установке или заводе-изготовителе выход продукта может иметь огромное влияние на стоимость материалов для синтеза API, поэтому тщательное планирование надежного маршрута и точная настройка условий реакции имеют решающее значение. После выбора пути синтеза химики-технологи подвергают каждый этап исчерпывающей оптимизации, чтобы максимизировать общий выход. Низкие выходы обычно указывают на образование нежелательных побочных продуктов, которые могут вызывать тревогу в процессе регулирования, а также создавать проблемы для операций по очистке реактора.
Объем-время вывода
Объем-время на выходе (VTO) химического процесса представляет собой стоимость использования химического реактора для конкретного процесса или синтеза API. Например, высокий VTO указывает на то, что конкретная стадия синтеза является дорогостоящей с точки зрения «реакторных часов», используемых для данного выхода. Математически VTO для конкретного процесса рассчитывается по общему объему всех реакторов (м3), которое занято, умноженное на количество часов на партию, деленное на выход для этой партии API или промежуточного продукта (измеряется в кг).
![{ displaystyle { text {VTO}} = { frac {{ text {номинальный объем всех реакторов}} [{ ce {m}} ^ {3}] * { text {время на партию}} [ { ce {h}}]} {{ text {вывод на шаг}} [{ ce {kg}}]}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/c8000cea021078e77a3d9451f1684f2e176fa832)
Группа технологической химии в Boehringer Ingelheim, например, нацелена на VTO менее 1 для любой данной стадии синтеза или химического процесса.
Кроме того, необработанная стоимость конверсии синтеза API (в долларах за партию) может быть рассчитана на основе VTO с учетом эксплуатационных расходов и полезной мощности конкретного реактора. Часто для API большого объема экономически выгоднее построить специальный завод, а не использовать пространство на общих пилотных заводах или производственных предприятиях.
Фактор окружающей среды (электронный фактор ) и массовая интенсивность процесса (PMI)
Обе эти меры, которые отражают воздействие синтетической реакции на окружающую среду, призваны учесть значительную и растущую стоимость удаления отходов в производственном процессе. E-фактор для всего процесса API рассчитывается как отношение общей массы отходов, образующихся в синтетической схеме, к массе выделенного продукта.

Аналогичная мера, интенсивность массы процесса (PMI) вычисляет отношение общей массы материалов к массе изолированного продукта.

Для обоих показателей учитываются все материалы, используемые на всех этапах синтеза, включая реакционные и технологические растворители, реагенты и катализаторы, даже если растворители или катализаторы рециркулируются на практике. Несоответствия в расчетах E-фактора или PMI могут возникнуть при выборе учета потерь, связанных с синтезом промежуточных продуктов, переданных на аутсорсинг, или общих реагентов. Кроме того, в этом расчете не учитывается влияние образующихся отходов на окружающую среду; поэтому была разработана метрика экологического фактора (EQ), которая умножает E-фактор на «коэффициент недружелюбности», связанный с различными потоками отходов. Разумной целью для E-фактора или PMI одной синтетической стадии является любое значение от 10 до 40.
Уровень качества обслуживания (QSL)
Последние два аспекта «стоимости конверсии» включают воспроизводимость данной реакции или маршрута синтеза API. Уровень качества обслуживания (QSL) - это мера воспроизводимости качества изолированного промежуточного или конечного API. Хотя детали вычисления этого значения немного отличаются нюансами и не важны для целей данной статьи, по сути, расчет включает отношение партий удовлетворительного качества к общему количеству партий. Разумная цель QSL - от 98 до 100 процентов.
Индекс технологического совершенства (PEI)
Как и QSL, индекс качества процесса (PEI) является мерой воспроизводимости процесса. Однако здесь надежность процедуры оценивается с точки зрения производительности и времени цикла различных операций. Урожайность PEI определяется следующим образом:

На практике, если процесс является высокодоходным и имеет узкое распределение результатов по доходности, то PEI должен быть очень высоким. Процессы, которые трудно воспроизвести, могут иметь более высокий выход на уровне аспирации и более низкий средний выход, что снижает выход PEI.
Точно так же время цикла PEI можно определить следующим образом:

Для этого выражения термины перевернуты, чтобы отразить желательность более короткого времени цикла (в отличие от более высоких урожаев). Воспроизводимость времени цикла для критических процессов, таких как реакция, центрифугирование или сушка, может иметь решающее значение, если эти операции ограничивают скорость в условиях производственного предприятия. Например, если этап изоляции является особенно сложным или медленным, он может стать узким местом для синтеза API, и в этом случае воспроизводимость и оптимизация этой операции становятся критическими.
Для производственного процесса API все показатели PEI (доходность и время цикла) должны быть нацелены на 98–100 процентов.
EcoScale
В 2006 году Ван Акен и др.[5] разработали количественную основу для оценки безопасности и воздействия на окружающую среду химического процесса, а также незначительно учитывали практические и экономические соображения. Другие модифицировали этот EcoScale, добавляя, вычитая и корректируя вес различных показателей. Среди прочих факторов EcoScale учитывает токсичность, воспламеняемость и взрывоопасность используемых реагентов, любые нестандартные или потенциально опасные условия реакции (например, повышенное давление или инертную атмосферу) и температуру реакции. Некоторые критерии EcoScale дублируют ранее рассмотренные критерии (например, E-фактор).
Синтетические тематические исследования
Ингибитор протеазы ВГС Boehringer Ingelheim (BI 201302)
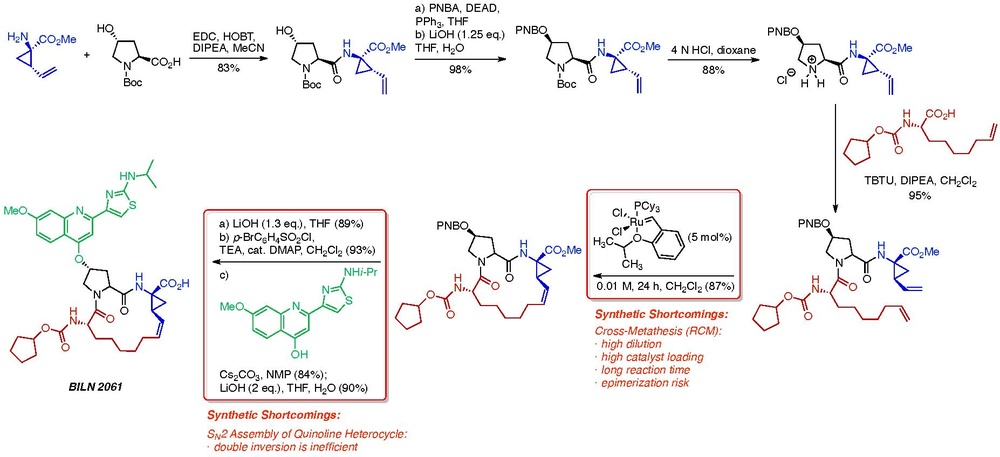
Макроциклизация - постоянная проблема для химиков-технологов, и крупные фармацевтические компании обязательно разработали творческие стратегии для преодоления этих врожденных ограничений. Интересный пример исследования в этой области включает разработку новых ингибиторов протеазы NS3 для лечения Гепатит С пациенты учеными в Boehringer Ingelheim.[6] Команде технологической химии в BI было поручено разработать более дешевый и более эффективный путь к активному ингибитору NS3 BI 201302, близкому аналогу BILN 2061. Сразу же были выявлены два существенных недостатка в первоначальном пути расширения до BILN 2061, изображенного на схема ниже.[7] Этап макроциклизации поставил четыре проблемы, присущие перекрестный метатезис реакция.
- Высокое разбавление обычно необходимо для предотвращения нежелательной димеризации и олигомеризации диенового исходного материала. Однако в условиях пилотной установки высокий коэффициент разбавления приводит к снижению производительности, более высокой стоимости растворителя и более высокой стоимости отходов.
- Высокая загрузка катализатора было сочтено необходимым управлять RCM реакция на завершение. Из-за высокой стоимости лицензирования использованного рутениевого катализатора (1-го поколения Ховейда катализатор ) высокая загрузка катализатора была недоступна с финансовой точки зрения. Повторное использование катализатора было изучено, но оказалось непрактичным.
- Длительное время реакции были необходимы для завершения реакции из-за медленной кинетики реакции с использованием выбранного катализатора. Было высказано предположение, что это ограничение можно преодолеть, используя более активный катализатор. Однако, хотя катализаторы Ховейды и Граббса второго поколения были кинетически более активными, чем катализаторы первого поколения, реакции с использованием этих катализаторов образовывали большие количества димерных и олигомерных продуктов.
- An риск эпимеризации в условиях реакции перекрестного метатезиса. Группа технологической химии в Boehringer Ingelheim провела обширные механистические исследования, показавшие, что эпимеризация, скорее всего, происходит через промежуточное соединение рутенациклопентена.[8] Кроме того, катализатор Ховейды, используемый в этой схеме, сводит к минимуму риск эпимеризации по сравнению с аналогичным катализатором Граббса.
Кроме того, финальный дубль SN2 последовательность установки хинолин гетероцикл был идентифицирован как вторичная неэффективность синтетического пути.
Анализ реакции кросс-метатезиса показал, что конформация ациклического предшественника оказывает сильное влияние на образование димеров и олигомеров в реакционной смеси. Установив Boc защитная группа при атоме азота C-4 амида химики Boehringer Ingelheim смогли сместить сайт инициации с остатка винилциклопропана на остаток нееновой кислоты, увеличив скорость внутримолекулярной реакции и снизив риск эпимеризации. Кроме того, используемый катализатор был заменен с дорогостоящего катализатора Ховейды 1-го поколения на более реактивный и менее дорогой катализатор Грелы.[9] Эти модификации позволили химикам-технологам провести реакцию при стандартном разбавлении реакции 0,1-0,2 М, учитывая, что скорости конкурирующих реакций димеризации и олигомеризации были настолько резко снижены.
Кроме того, команда технологической химии предусмотрела SNAr стратегия установки хинолинового гетероцикла вместо SN2, которую они использовали для синтеза BILN 2061. Эта модификация предотвратила необходимость в неэффективной двойной инверсии за счет сохранения стереохимии в положении C-4 гидроксипролинового фрагмента.[10]
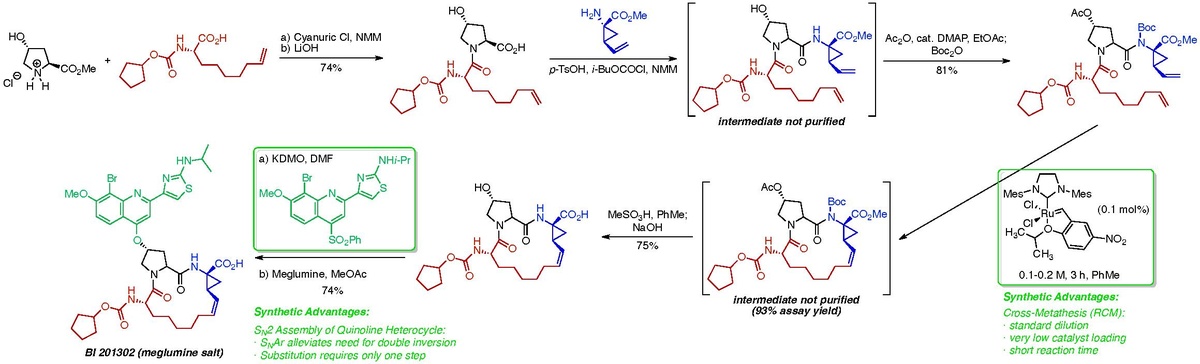
Интересно изучить этот пример с точки зрения ВТО. Для неоптимизированной реакции перекрестного метатезиса с использованием катализатора Grela при 0,01 М диена выход реакции был определен как 82% после 48 часов реакции и обработки. Реактор объемом 6 кубических метров, заполненный на 80%, давал 35 кг желаемого продукта. Для неоптимизированной реакции:

Это значение VTO считалось чрезмерно высоким, и потребовались бы значительные инвестиции в специализированный завод даже до начала испытаний фазы III с этим API, учитывая его большой прогнозируемый годовой спрос. Но после разработки и оптимизации реакции технологическая группа смогла повысить выход реакции до 93 процентов всего за 1 час (плюс 12 часов на время обработки и очистки реактора) при концентрации диена 0,2 М. С этими модификациями 6- кубический метр реактора, заполненный на 80%, дает 799 кг желаемого продукта. Для этой оптимизированной реакции:

Таким образом, после оптимизации этот этап синтеза стал менее дорогостоящим с точки зрения оборудования и времени и стал более практичным для выполнения на стандартном производственном предприятии, устраняя необходимость в дорогостоящих инвестициях в новый специализированный завод.
Дополнительные темы
Катализ переходными металлами и органокатализ
Биокатализ и энзиматическая инженерия
В последнее время крупные химики, занимающиеся фармацевтическими процессами, в значительной степени полагались на разработку ферментативных реакций для получения важных хиральных строительных блоков для синтеза API. Многие различные классы ферментов природного происхождения были адаптированы и разработаны для технологических процессов в химической химии. Самый широкий спектр приложений исходит от кеторедуктазы и трансаминазы, но есть отдельные примеры из гидролазы, альдолазы, окислительные ферменты, эстеразы и дегалогеназы, среди прочего.[11]
Одно из наиболее заметных применений биокатализа в технологической химии сегодня - синтез Янувия ®, а ДПП-4 ингибитор, разработанный Merck для лечения сахарный диабет II типа. Традиционный способ синтеза включал образование енамина на поздней стадии с последующим катализируемым родием асимметричным гидрированием с получением API ситаглиптин. Этот процесс страдает рядом ограничений, включая необходимость проведения реакции в среде водорода под высоким давлением, высокую стоимость катализатора на основе переходного металла, сложный процесс обработки углерода для удаления следовых количеств катализатора и недостаточную стереоселективность. требуется последующая стадия перекристаллизации перед окончательным образованием соли.[12][13]

Контракт с отделом технологической химии Merck Кодексис, средней компании, занимающейся биокатализом, для разработки крупномасштабного биокаталитического восстановительного аминирования для заключительной стадии синтеза ситаглиптина. Компания Codexis разработала фермент трансаминазу из бактерии Arthrobacter через 11 этапов направленной эволюции. Сконструированная трансаминаза содержала 27 отдельных точечных мутаций и проявляла активность, на четыре порядка превышающую активность исходного фермента. Кроме того, фермент был разработан для обработки высоких концентраций субстрата (100 г / л) и устойчивости к органическим растворителям, реагентам и побочным продуктам реакции трансаминирования. Этот биокаталитический путь успешно обошел ограничения пути хемокаталитического гидрирования: требования по проведению реакции под высоким давлением, удалению избыточного катализатора путем обработки углем и перекристаллизации продукта из-за недостаточной энантиоселективности были устранены с помощью биокатализатора. Merck и Codexis были награждены Президентская награда за конкурс "Зеленая химия" в 2010 году для разработки этого биокаталитического пути к Januvia®.[14]
Непрерывное / поточное производство
В последние годы был достигнут большой прогресс в разработке и оптимизации проточные реакторы для мелкомасштабного химического синтеза ( Jamison Group в Массачусетском технологическом институте и Ley Group в Кембриджском университете, среди прочих, были пионерами в этой области). Однако фармацевтическая промышленность не спешила внедрять эту технологию для крупномасштабных синтетических операций. Однако для некоторых реакций непрерывная обработка может обладать явными преимуществами по сравнению с периодической обработкой с точки зрения безопасности, качества и производительности.
Тематическое исследование, представляющее особый интерес, включает разработку полностью непрерывного процесса группой технологической химии в Эли Лилли и компания для асимметричное гидрирование для доступа к ключевому промежуточному продукту в синтезе LY500307,[15] мощный ERβ агонист, который проходит клинические испытания для лечения пациентов с шизофрения, в дополнение к режиму приема стандартных антипсихотических препаратов. На этой ключевой стадии синтеза хиральный родиевый катализатор используется для энантиоселективного восстановления тетразамещенного олефина. После обширной оптимизации было обнаружено, что для того, чтобы снизить загрузку катализатора до коммерчески практического уровня, для реакции требуется давление водорода до 70 атм. Предел давления стандартного химического реактора составляет около 10 атм, хотя реакторы периодического действия высокого давления могут быть приобретены со значительными капитальными затратами для реакций до 100 атм. Очевидно, что такие вложения, особенно для API на ранних стадиях химической разработки, связаны с большим риском.
Дополнительное беспокойство заключалось в том, что продукт гидрирования имеет неблагоприятные эвтектическая точка, поэтому было невозможно выделить неочищенный промежуточный продукт с более чем 94% ее с помощью периодического процесса. Из-за этого ограничения путь химического процесса к LY500307 обязательно включал кинетически контролируемый кристаллизация шаг после гидрирования, чтобы повысить энантиочистость этого предпоследнего промежуточного продукта до> 99% ее.

Команда химиков процессов в Eli Lilly успешно разработала полностью непрерывный процесс для этого предпоследнего промежуточного продукта, включая модули реакции, обработки и кинетически контролируемой кристаллизации (инженерные соображения, подразумеваемые в этих усилиях, выходят за рамки данной статьи). Преимущество проточных реакторов состоит в том, что трубопровод высокого давления можно использовать для гидрогенизации и других гипербарических реакций. Тем не менее, поскольку свободное пространство реактора периодического действия устранено, многие проблемы безопасности, связанные с протеканием реакций высокого давления, устраняются за счет использования реактора непрерывного действия. Кроме того, модуль двухэтапного удаления смеси суспензия-смешанный продукт (MSMPR) был разработан для масштабируемой, непрерывной, кинетически контролируемой кристаллизации продукта, поэтому было возможно изолировать более 99% ee, исключая необходимость в дополнительной партии стадия кристаллизации.
Этот непрерывный процесс дал 144 кг ключевого промежуточного продукта с выходом 86 процентов, что сравнимо с выходом выделенного продукта 90 процентов при периодическом процессе. Этот опытный проточный реактор объемом 73 литра (занимает менее 0,5 м3 space) достигла той же еженедельной производительности, что и при теоретической периодической обработке в 400-литровом реакторе. Таким образом, непрерывный поточный процесс демонстрирует преимущества в безопасности, эффективности (устраняет необходимость периодической кристаллизации) и производительности по сравнению с теоретическим периодическим процессом.
Научно-исследовательские институты технологической химии
Институт технологических исследований и разработок, Университет Лидса
Рекомендации
- ^ Roughley, S.D .; Джордан, А. М. (2011). «Набор инструментов медицинского химика: анализ реакций, используемых при поиске кандидатов в лекарства». J. Med. Chem. 54 (10): 3451–79. Дои:10.1021 / jm200187y. PMID 21504168.
- ^ Dach, R .; Сонг, Дж. Дж .; Рошангар, Ф .; Samstag, W .; Сенанаяке, К. Х. (2012). «Восемь критериев, определяющих хороший химический производственный процесс». Орг. Процесс Res. Dev. 16 (11): 1697–1706. Дои:10.1021 / op300144g.
- ^ Трост, Б. М. (1991). «Атомная экономика - поиск синтетической эффективности». Наука. 254 (5037): 1471–7. Bibcode:1991Научный ... 254.1471Т. Дои:10.1126 / наука.1962206. PMID 1962206.
- ^ С академической точки зрения Фернисс и др. В Учебник практической органической химии Фогеля, описывает доходность около 100% как количественный, дает более 90% при отлично, более 80% как отлично, более 70% как хороший, выше 50%, как справедливый, и дает ниже этого как бедные.[нужна цитата ]
- ^ Ван Акен, К .; Strekowski, L .; Патины, Л. (2006). «EcoScale, полуколичественный инструмент для выбора органического препарата на основе экономических и экологических параметров». Beilstein J. Org. Chem. 2 (3): 3. Дои:10.1186/1860-5397-2-3. ЧВК 1409775. PMID 16542013.
- ^ Faucher, A-M .; Bailey, M.D .; Beaulieu, P. L .; Brochu, C .; Duceppe, JS .; Ferland, J-M .; Ghiro, E .; Горис, В .; Halmos, T .; Kawai, S.H .; Poirier, M .; Simoneau, B .; Tsantrizos, Y. S .; Ллинас-Брюне, М. (2004). «Синтез BILN 2061, ингибитора протеазы NS3 HCV с доказанным противовирусным действием у людей». Орг. Латыш. 6 (17): 2901–2904. Дои:10.1021 / ol0489907. PMID 15330643.
- ^ Yee, N.K .; Фарина, В .; Houpis, I. N .; Haddad, N .; Frutos, R.P .; Gallou, F .; Ван, X-J .; Wei, X .; Simpson, R.D .; Feng, X .; Fuchs, V .; Xu, Y .; Tan, J .; Zhang, L .; Xu, J .; Smith-Keenan, L.L .; Vitous, J .; Ridges, M.D .; Спинелли, Э.М .; Джонсон, М. (2006). «Эффективный крупномасштабный синтез BILN 2061, мощного ингибитора протеазы HCV, с помощью конвергентного подхода, основанного на метатезисе с замыканием кольца». J. Org. Chem. 71 (19): 7133–7145. Дои:10.1021 / jo060285j. PMID 16958506.
- ^ Цзэн, X .; Wei, X .; Фарина, В .; Napolitano, E .; Xu, Y .; Zhang, L .; Haddad, N .; Yee, N.K .; Гринберг, Н .; Шен, С .; Сенанаяке, К. Х. (2006). «Реакция эпимеризации замещенного винилциклопропана, катализируемая карбенами рутения: механистический анализ». J. Org. Chem. 71 (23): 8864–8875. Дои:10.1021 / jo061587o. PMID 17081017.
- ^ Grela, K .; Арутюнян, С .; Михровска, А. (2002). «Высокоэффективный рутениевый катализатор реакций метатезиса» (PDF). Энгью. Chem. Int. Эд. 41 (21): 4038–4040. Дои:10.1002 / 1521-3773 (20021104) 41:21 <4038 :: help-anie4038> 3.0.co; 2-0. PMID 12412074.
- ^ Wei, X .; Shu, C .; Haddad, N .; Цзэн, X .; Patel, N.D .; Tan, Z .; Liu, J .; Lee, H .; Шен, С .; Кэмпбелл, S .; Варсолона, Р. Дж .; Busacca, C.A .; Hossain, A .; Yee, N.K .; Сенанаяке, К. Х. (2013). «Высоко конвергентный и эффективный синтез макроциклического ингибитора протеазы вируса гепатита С BI 201302». Орг. Латыш. 15 (5): 1016–1019. Дои:10.1021 / ol303498m. PMID 23406520.
- ^ Bornscheuer, U.T .; Huisman, G.W .; Казлаускас, Р. Дж .; Lutz, S .; Moore, J.C .; Робинс, К. (2012). «Разработка третьей волны биокатализа». Природа. 485 (7397): 185–94. Bibcode:2012Натура.485..185Б. Дои:10.1038 / природа11117. PMID 22575958. S2CID 4379415.
- ^ Savile, C.K .; Janey, J.M .; Mundorff, E.C .; Moore, J.C .; Tam, S .; Jarvis, W. R .; Colback, J.C .; Krebber, A .; Fleitz, F.J .; Brands, J .; Дивайн, П. Н .; Huisman, G.W .; Хьюз, Дж. Дж. (2010). «Биокаталитический асимметричный синтез хиральных аминов для производства ситаглиптина». Наука. 329 (5989): 305–309. Дои:10.1126 / science.1188934. PMID 20558668. S2CID 21954817.
- ^ Десаи, А. А. (2011). «Производство ситаглиптина: увлекательная история о зеленой химии, интенсификации процессов и промышленном асимметричном катализе». Энгью. Chem. Int. Эд. 50 (9): 1974–1976. Дои:10.1002 / anie.201007051. PMID 21284073.
- ^ Busacca, C.A .; Fandrick, D. R .; Сонг, Дж. Дж .; Сананаяке, К. Х. (2011). «Растущее влияние катализа в фармацевтической промышленности». Adv. Synth. Катал. 353 (11–12): 1825–1864. Дои:10.1002 / adsc.201100488.
- ^ Johnson, M.D .; May, S. A .; Calvin, J. R .; Remacle, J .; Стаут, Дж. Р .; Dieroad, W. D .; Заборенко, Н .; Haeberle, B.D .; Вс, W-M .; Миллер, М. Т .; Браннан, Дж. (2012). «Разработка и масштабирование непрерывной асимметричной реакции гидрогенизации при высоком давлении, переработка и изоляция». Орг. Процесс Res. Dev. 16 (5): 1017–1038. Дои:10.1021 / op200362h.