Литье под давлением - Die casting

Литье под давлением это металлическое литье процесс, который характеризуется принуждением расплавленный металл под высоким давлением в полость формы. Полость формы создается с помощью двух закаленных инструментальная сталь умирает которые были обработаны в форме и работают аналогично форма для литья под давлением во время процесса. Большинство отливок изготавливается из Цветные металлы в частности цинк, медь, алюминий, магний, вести, оловянный, и банка сплавы на основе. В зависимости от типа отливаемого металла используется машина с горячей или холодной камерой.
Оборудование для литья и металлические штампы сопряжены с большими капитальными затратами, что, как правило, ограничивает процесс крупносерийного производства. Изготовление деталей с использованием литья под давлением относительно простое и включает всего четыре основных этапа, что позволяет снизить дополнительные затраты на единицу продукции. Он особенно подходит для большого количества отливок малого и среднего размера, поэтому литье под давлением дает больше отливок, чем любой другой процесс литья.[1] Отливки под давлением характеризуются очень хорошей чистота поверхности (по стандартам литья) и размерной точности.
История
Оборудование для литья под давлением было изобретено в 1838 году с целью производства подвижный тип для полиграфическая промышленность. Первый, связанный с литьем под давлением патент был предоставлен в 1849 году на небольшую ручную машину для производства печатных машин. В 1885 году Отто Мергенталер изобрел Линотипная машина, которые приводят всю строку типа как единое целое, используя процесс литья под давлением. Он почти полностью заменил ручную настройку в издательской индустрии. Машина для литья под давлением Soss, изготовленная в Бруклине, штат Нью-Йорк, была первой машиной, продаваемой на открытом рынке в Северной Америке.[2] Другие области применения быстро росли, при этом литье под давлением способствовало росту потребительских товаров и бытовой техники за счет значительного снижения стоимости производства сложных деталей в больших объемах.[3] В 1966 г.[4] General Motors выпустила Acurad обработать.[5]
Литой металл
Основными сплавами для литья под давлением являются: цинк, алюминий, магний, медь, свинец и олово; хотя и редко, железо возможно литье под давлением.[6] Конкретные сплавы для литья под давлением включают: цинк алюминий; алюминий, например, Алюминиевая ассоциация (AA) стандарты: AA 380, AA 384, AA 386, AA 390; и магний AZ91D.[7] Ниже приводится краткое изложение преимуществ каждого сплава:[8]
- Цинк: металл, который легче всего лить; высокая пластичность; высокая ударная вязкость; легко покрывается; экономичен для мелких деталей; способствует долгой жизни.
- Алюминий: легкий; высокая стабильность размеров для очень сложных форм и тонких стенок; хорошая коррозионная стойкость; хорошие механические свойства; высокая тепло- и электропроводность; сохраняет прочность при высоких температурах.
- Магний: металл, который легче всего обрабатывать; отличное соотношение прочности и веса; самый легкий сплав, обычно литой под давлением.
- Медь: высокая твердость; высокая коррозионная стойкость; высочайшие механические свойства литых сплавов; отличная износостойкость; отличная стабильность размеров; прочность приближается к прочности стальных деталей.
- Кремний томбак: высокопрочный сплав меди, цинка и кремния. Часто используется в качестве альтернативы деталям из литой стали.
- Свинец и банка: высокая плотность; чрезвычайно высокая точность размеров; используется для специальных форм коррозионной стойкости. Такие сплавы не используются в общественное питание заявки на здравоохранение причины. Тип металла, сплав свинца, олова и сурьма (иногда со следами меди) применяется для литья ручного типа в высокая печать и блокирование горячей фольгой. Традиционно литые в ручных отводных формах теперь преимущественно литье под давлением после индустриализации типовых литейных производств. Около 1900 г. машины для литья заготовок вышла на рынок и добавила дополнительную автоматизацию, иногда с десятками литейных машин в одном офисе газеты.
Максимальный предел веса алюминия, латунь, отливки из магния и цинка имеют вес примерно 70 фунтов (32 кг), 10 фунтов (4,5 кг), 44 фунтов (20 кг) и 75 фунтов (34 кг) соответственно.[9]
Используемый материал определяет минимальную толщину сечения и минимальную проект требуется для отливки, как указано в таблице ниже. Самое толстое сечение должно быть меньше 13 мм (0,5 дюйма), но может быть больше.[10]
| Металл | Минимальный раздел | Минимальная осадка |
|---|---|---|
| Алюминиевые сплавы | 0,89 мм (0,035 дюйма) | 1:100 (0.6°) |
| Латунь и бронза | 1,27 мм (0,050 дюйма) | 1:80 (0.7°) |
| Магниевые сплавы | 1,27 мм (0,050 дюйма) | 1:100 (0.6°) |
| Цинковые сплавы | 0,63 мм (0,025 дюйма) | 1:200 (0.3°) |
Геометрия дизайна
Эта секция нужны дополнительные цитаты для проверка. (Декабрь 2017 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |
При создании параметрической модели литья под давлением необходимо учитывать ряд геометрических особенностей:
- Проект представляет собой величину наклона или конуса, придаваемую стержням или другим частям полости матрицы, чтобы обеспечить легкий выброс отливки из матрицы. Все литые под давлением поверхности, параллельные направлению раскрытия матрицы, требуют вытяжки для правильного выталкивания отливки из матрицы.[11] Отливки под давлением с правильной вытяжкой легче снимаются с матрицы, что позволяет получать высококачественные поверхности и более точную готовую продукцию.
- Филе криволинейное соединение двух поверхностей, которые иначе встретились бы в остром углу или крае. Проще говоря, в отливку можно добавить скругления, чтобы удалить нежелательные кромки и углы.
- Линия разъема представляет собой точку, в которой соединяются две разные стороны формы. Расположение линии разъема определяет, какая сторона матрицы является крышкой, а какая - выталкивателем.[12]
- Боссы добавляются к литым под давлением в качестве опор и точек крепления для деталей, которые необходимо будет установить. Для максимальной целостности и прочности отливки под давлением бобышки должны иметь универсальную толщину стенки.
- Ребра добавляются к литью под давлением, чтобы обеспечить дополнительную поддержку конструкций, требующих максимальной прочности без увеличения толщины стенок.
- Отверстия и окна требуют особого внимания при литье под давлением, потому что периметры этих элементов будут касаться штамповой стали во время затвердевания. Чтобы противодействовать этому эффекту, следует добавить большую тягу к отверстиям и оконным элементам.
Оборудование
Есть два основных типа машин для литья под давлением: машины с горячей камерой и холодильные машины.[13] Их оценивают по величине зажимного усилия, которое они могут приложить. Типичные значения - от 400 до 4000 st (от 2500 до 25 400 кг).[8]
Литье под давлением с горячей камерой

Литье под давлением с горячей камерой, также известное как машины на гусиной шее, полагаться на лужу расплавленного металла для подачи в матрицу. В начале цикла поршень машины втягивается, что позволяет расплавленному металлу заполнить «гусиную шею». В пневматический - или гидравлический Затем поршень с приводом выталкивает этот металл из гусиной шеи в матрицу. Преимущества этой системы включают короткое время цикла (примерно 15 циклов в минуту) и удобство плавления металла в литейной машине. Недостатки этой системы в том, что она ограничена использованиемтемпература плавления металлы и этот алюминий нельзя использовать, поскольку он улавливает часть железа, находясь в ванне расплава. Таким образом, машины с горячей камерой в основном используются со сплавами на основе цинка, олова и свинца.[13]
Литье под давлением с холодной камерой
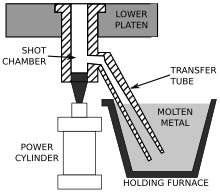
Они используются, когда литейный сплав нельзя использовать в машинах с горячей камерой; к ним относятся алюминий, цинковые сплавы с большим содержанием алюминия, магния и меди. Процесс для этих машин начинается с плавки металла в отдельной печи.[14] Затем точное количество расплавленного металла транспортируется в машину с холодной камерой, где он подается в неотапливаемую камеру дробления (или инжекционный цилиндр). Затем этот выстрел попадает в матрицу с помощью гидравлического или механического поршня. Самым большим недостатком этой системы является более медленное время цикла из-за необходимости передачи расплавленного металла из печи в машину с холодной камерой.[15]

Открытый инструмент и форсунка

Полная рабочая ячейка


Форма или инструменты


При литье под давлением используются две матрицы; одна называется «половиной матрицы крышки», а другая - половиной матрицы выталкивателя. Место их встречи называется линия разъема. Матрица крышки содержит литник (для машин с горячей камерой) или отверстие для дроби (для машин с холодной камерой), что позволяет расплавленному металлу течь в штампы; эта особенность совпадает с форсункой на машинах с горячей камерой или с камерой дробления в машинах с холодной камерой. Головка выталкивателя содержит выталкивающие штифты и обычно бегун, который представляет собой путь от литника или дробовика до полости формы. Матрица крышки крепится к стационарному или переднему валик литейной машины, а эжекторная матрица прикреплена к подвижной плите. В полость формы разрезан на две части вставки полости, которые представляют собой отдельные детали, которые можно относительно легко заменить и ввинтить в половинки матрицы.[16]
Матрицы сконструированы таким образом, что готовая отливка соскальзывает с закрывающей половины матрицы и остается в половине выталкивателя, когда матрицы открываются. Это гарантирует, что отливка будет выбрасываться каждый цикл, потому что половина эжектора содержит штифты выталкивателя вытолкнуть отливку из этой половины штампа. Штифты выталкивателя приводятся в движение пластина выталкивателя, который точно приводит в движение все штифты одновременно и с одинаковой силой, чтобы не повредить отливку. Пластина выталкивающего штифта также втягивает штифты после выброса отливки, чтобы подготовиться к следующему выстрелу. Должно быть достаточно выталкивающих штифтов, чтобы общее усилие на каждый штифт было низким, поскольку отливка еще горячая и может быть повреждена чрезмерным усилием. Штифты по-прежнему оставляют след, поэтому они должны быть расположены в местах, где эти следы не будут мешать цели отливки.[16]
Другие компоненты матрицы включают ядра и слайды. Сердечники - это компоненты, которые обычно производят отверстия или отверстия, но их можно использовать и для создания других деталей. Есть три типа сердечников: фиксированные, подвижные и свободные. Фиксированные стержни - это стержни, которые ориентированы параллельно направлению вытягивания матрицы (т. Е. Направлению открытия матрицы), поэтому они фиксированы или постоянно прикреплены к матрице. Подвижные стержни - это стержни, которые ориентированы иначе, чем параллельно направлению вытягивания. Эти стержни необходимо удалить из полости матрицы после того, как дробь затвердеет, но до того, как штампы откроются, с помощью отдельного механизма. Слайды похожи на подвижные стержни, за исключением того, что они используются для формирования подрезать поверхности. Использование подвижных стержней и суппортов значительно увеличивает стоимость штампов.[16] Свободные стержни, также называемые пикапы, используются для отливки сложных элементов, таких как отверстия с резьбой. Эти незакрепленные стержни вставляются в матрицу вручную перед каждым циклом, а затем выталкиваются вместе с деталью в конце цикла. Затем стержень необходимо удалить вручную. Незакрепленные сердечники - самый дорогой тип сердечников из-за дополнительных трудозатрат и увеличенного времени цикла.[10] Другие особенности матриц включают проходы для водяного охлаждения и вентиляционные отверстия вдоль линии разъема. Эти отверстия обычно широкие и тонкие (примерно 0,13 мм или 0,005 дюйма), поэтому, когда расплавленный металл начинает их заполнять, металл быстро затвердевает и сводит к минимуму брак. Нет стояки используются потому, что высокое давление обеспечивает непрерывную подачу металла из затвора.[17]
Наиболее важные свойства материала для штампов: тепловой удар стойкость и размягчение при повышенной температуре; другие важные свойства включают закаливаемость, обрабатываемость, термостойкость, свариваемость, доступность (особенно для больших штампов) и стоимость. Долговечность штампа напрямую зависит от температуры расплавленного металла и продолжительности цикла.[16] Матрицы, используемые при литье под давлением, обычно изготавливаются из закаленных инструментальные стали, потому что чугун не могут выдерживать высокое давление, поэтому матрицы очень дороги, что приводит к высоким начальным затратам.[17] Для металлов, отлитых при более высоких температурах, требуются матрицы, изготовленные из более высоких легированные стали.[18]
| Компонент штампа | Литой металл | |||||
|---|---|---|---|---|---|---|
| Олово, свинец и цинк | Алюминий и магний | Медь и латунь | ||||
| Материал | Твердость | Материал | Твердость | Материал | Твердость | |
| Вставки для полостей | P20[примечание 1] | 290–330 HB | H13 | 42–48 HRC | DIN 1.2367 | 38–44 HRC |
| H11 | 46–50 HRC | H11 | 42–48 HRC | H20, H21, H22 | 44–48 HRC | |
| H13 | 46–50 HRC | |||||
| Ядра | H13 | 46–52 HRC | H13 | 44–48 HRC | DIN 1.2367 | 40–46 HRC |
| DIN 1.2367 | 42–48 HRC | |||||
| Основные штифты | H13 | 48–52 HRC | DIN 1.2367 Prehard | 37–40 HRC | DIN 1.2367 prehard | 37–40 HRC |
| Части литника | H13 | 48–52 HRC | H13 DIN 1.2367 | 46–48 HRC 44–46 HRC | DIN 1.2367 | 42–46 HRC |
| Сопло | 420 | 40–44 HRC | H13 | 42–48 HRC | DIN 1.2367 H13 | 40–44 HRC 42–48 HRC |
| Штифты выталкивателя | H13[заметка 2] | 46–50 HRC | H13[заметка 2] | 46–50 HRC | H13[заметка 2] | 46–50 HRC |
| Плунжерная гильза | H13[заметка 2] | 46–50 HRC | H13[заметка 2] DIN 1.2367[заметка 2] | 42–48 HRC 42–48 HRC | DIN 1.2367[заметка 2] H13[заметка 2] | 42–46 HRC 42–46 HRC |
| Блок держателя | 4140 прехард | ~ 300 HB | 4140 прехард | ~ 300 HB | 4140 прехард | ~ 300 HB |
Основной вид отказа штампов для литья под давлением: носить или эрозия. Другие режимы отказа: тепловая проверка и термическая усталость. Тепловая проверка - это когда на матрице появляются поверхностные трещины из-за большого изменения температуры в каждом цикле. Термическая усталость - это образование трещин на поверхности штампа из-за большого количества циклов.[19]
| Цинк | Алюминий | Магний | Латунь (свинцовый желтый) | |
|---|---|---|---|---|
| Максимальный срок службы штампа [количество циклов] | 1,000,000 | 100,000 | 100,000 | 10,000 |
| Температура штампа [C ° (F °)] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| Температура литья [C ° (F °)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
Обработать
Ниже приведены четыре шага в традиционное литье под давлением, также известен как литье под высоким давлением,[5] они также являются основой для любых вариантов литья под давлением: подготовка штампа, заполнение, выталкивание и вытяжка. Штампы изготавливаются путем опрыскивания полости пресс-формы смазка. Смазка помогает контролировать температуру штампа, а также помогает при снятии отливки. Затем пресс-формы закрываются, и расплавленный металл под высоким давлением вводится в пресс-формы; от 10 до 175 мегапаскалей (от 1500 до 25 400 фунтов на кв. дюйм). После заполнения полости формы давление поддерживается до тех пор, пока отливка не затвердеет. Затем штампы открываются, и дробь (дроби отличаются от отливок, поскольку в матрице может быть несколько полостей, что дает несколько отливок за выстрел) выбрасывается выталкивающими штифтами. Наконец, перетряска включает в себя разделение лома, который включает Ворота, бегуны, литники и вспышка, из кадра. Это часто делается с помощью специальной штамповки в силовом прессе или гидравлическом прессе. Другие методы вытряхивания включают пиление и шлифование. Менее трудоемкий метод - это выстрел в кувырок, если ворота тонкие и легко ломаются; должно последовать отделение ворот от готовых деталей. Этот лом перерабатывается путем переплавки.[13] Доходность примерно 67%.[21]
Впрыск под высоким давлением приводит к быстрому заполнению матрицы, что необходимо для заполнения всей полости до того, как какая-либо часть отливки затвердеет. В этом случае, разрывы избегают, даже если форма требует трудно заполняемых тонких срезов. Это создает проблему захвата воздуха, потому что, когда форма заполняется быстро, у воздуха остается мало времени для выхода. Эта проблема сводится к минимуму за счет включения вентиляционных отверстий вдоль линий разъема, однако даже в процессе высокой степени очистки в центре отливки все равно будет оставаться некоторая пористость.[22]
Большинство литейщиков выполняют другие второстепенные операции для получения деталей, которые трудно отлить, например постукивание отверстие, полировка, покрытие, полировка или окраска.
Осмотр
После перетряски отливка осматривается на предмет дефектов. Наиболее частые дефекты: неправильное использование и холодные затворы. Эти дефекты могут быть вызваны холодными штампами, низкой температурой металла, грязным металлом, отсутствием вентиляции или слишком большим количеством смазки. Другие возможные дефекты - газовая пористость, усадочная пористость, горячие слезы, и следы потока. Метки потока это следы, оставленные на поверхности отливки из-за плохой вентиляции, острых углов или чрезмерного количества смазки.[23]
Смазочные материалы
Смазочные материалы на водной основе являются наиболее часто используемым типом смазочных материалов по причинам, связанным со здоровьем, окружающей средой и безопасностью. В отличие от смазок на основе растворителей, если воду правильно обработать для удаления из нее всех минералов, в фильерах не останется никаких побочных продуктов. Если вода не обработана должным образом, минералы могут вызвать дефекты поверхности и неровности.
Сегодня «вода в масле» и «масло в воде» эмульсии используются, потому что при нанесении смазки вода охлаждает поверхность матрицы за счет испарения отложений масла, которое помогает высвободить дробь. Обычная смесь для этого типа эмульсии - это тридцать частей воды на одну часть масла, однако в крайних случаях используется соотношение сто к одному.[24] Используемые масла включают тяжелая остаточная нефть (СПЧ), животный жир, растительный жир, синтетическое масло, и всевозможные их смеси. HRO при комнатной температуре гелеобразны, но при высоких температурах, характерных для литья под давлением, они образуют тонкую пленку. Другие вещества добавляются для регулирования вязкости и термических свойств этих эмульсий, например графит, алюминий, слюда. Другие химические добавки используются для подавления ржавчина и окисление. К тому же эмульгаторы добавляются для улучшения процесса производства эмульсии, например мыло, спиртовые эфиры, оксиды этилена.[25]
Исторически сложилось так, что смазочные материалы на основе растворителей, такие как дизельное топливо и керосин, широко использовались. Они хорошо высвобождали деталь из матрицы, но при каждом выстреле происходил небольшой взрыв, который приводил к скоплению углерода на стенках полости формы. Однако их было легче наносить равномерно, чем смазки на водной основе.[26]
Преимущества
Преимущества литья под давлением:[10]
- Превосходная точность размеров (в зависимости от материала отливки, но обычно 0,1 мм для первых 2,5 см (0,004 дюйма для первого дюйма) и 0,02 мм для каждого дополнительного сантиметра (0,002 дюйма для каждого дополнительного дюйма).
- Гладкие литые поверхности (Ra 1–2,5 мкм или 0,04–0,10 тыс. среднеквадратичное значение ).
- Можно отливать более тонкие стенки по сравнению с отливкой из песка и постоянной формы (приблизительно 0,75 мм или 0,030 дюйма).
- Вставки могут быть литыми (например, резьбовые вставки, нагревательные элементы и высокопрочные опорные поверхности).
- Уменьшает или исключает вторичную обработку.
- Высокая производительность.
- Кастинг предел прочности до 415 мегапаскалей (60 тысяч фунтов / кв. дюйм).
- Литье металлов с низкой текучестью.[нужна цитата ]
Недостатки
Главный недостаток литья под давлением - очень высокая капитальные затраты. Как необходимое оборудование для литья, так и штампы и связанные с ними компоненты очень дороги по сравнению с большинством других процессов литья. Следовательно, чтобы сделать литье под давлением экономичным процессом, необходим большой объем производства. Другие недостатки:
- Процесс ограничен металлами с высокой текучестью.[нужна цитата ]
- Вес отливок должен составлять от 30 грамм (1 унция) до 10 кг (20 фунтов).[заметка 3][10]
- В стандартном процессе литья под давлением окончательная отливка будет иметь небольшую пористость. Это предотвращает любую термообработку или сварку, потому что тепло вызывает расширение газа в порах, что вызывает микротрещины внутри детали и отслаивание поверхности. Однако некоторые компании нашли способы уменьшить пористость детали, допустив ограниченную сварку и термообработку.[4] Таким образом, связанный с этим недостаток литья под давлением является то, что оно применяется только для деталей, мягкость которых приемлема. Необходимые детали закалка (путем отверждения или упрочнение ) и закалка не отливаются в штампы.
Варианты
Acurad
Acurad - это процесс литья под давлением, разработанный General Motors в конце 1950-х и 1960-х годах. Имя - это акроним для точного, надежного и плотного. Он был разработан для сочетания стабильной заливки и направленное затвердевание с коротким временем цикла традиционного процесса литья под давлением. В этом процессе были внедрены четыре революционные технологии литья под давлением: термический анализ, моделирование потока и заполнения, термически обрабатываемые и высокопрочные отливки под давлением, а также литье под прямым давлением (поясняется ниже).[5]
Термический анализ был проведен впервые для любого процесса литья. Это было сделано путем создания электрического аналога тепловой системы. Поперечный разрез штампов был нанесен на Teledeltos бумага, а затем на бумагу были нанесены термические нагрузки и схемы охлаждения. Водные линии были представлены магнитами разного размера. В теплопроводность был представлен взаимный удельного сопротивления бумаги.[5]
В системе Acurad использовалась нижняя система заполнения, которая требовала стабильного фронта потока. Использовались логические мыслительные процессы и метод проб и ошибок, потому что компьютерного анализа еще не существовало; однако это моделирование явилось предшественником компьютеризированного моделирования потока и заполнения.[5]
Система Acurad была первым процессом литья под давлением, который позволил успешно отливать алюминиевые сплавы с низким содержанием железа, такие как A356 и A357. В традиционном процессе литья под давлением эти сплавы будут припаять к смерти. Точно так же отливки Acurad могут подвергаться термообработке и соответствовать военным техническим требованиям США. MIL-A-21180-D.[5]
Наконец, в системе Acurad использовалась запатентованная конструкция поршня с двойным выстрелом. Идея заключалась в использовании второго поршня (расположенного внутри основного поршня) для приложения давления после частичного затвердевания дроби по периметру литейной полости и гильзы дроби. Хотя эта система была не очень эффективной, производитель машин Acurad по ней руководил. Ube Industries, чтобы обнаружить, что столь же эффективно было приложить достаточное давление в нужное время позже в цикле с помощью первичного поршня; это непрямое литье под давлением.[5]
Без пор
Если в литой детали не допускается пористость, тогда беспористый процесс литья используется. Он идентичен стандартному процессу, за исключением кислород впрыскивается в матрицу перед каждым выстрелом для удаления воздуха из полости формы. Это приводит к образованию мелкодисперсных оксидов, когда расплавленный металл заполняет матрицу, что практически устраняет газовую пористость. Дополнительным преимуществом этого является большая сила. В отличие от стандартных отливок под давлением, эти отливки можно термически обработанный и сваренный. Этот процесс можно проводить на сплавах алюминия, цинка и свинца.[15]
Литье под высоким давлением под вакуумом
В литье под высоким давлением под вакуумом, a.k.a. вакуумное литье под высоким давлением (VHPDC),[27] вакуумный насос удаляет воздух и газы из полости матрицы и системы подачи металла до и во время впрыска. Литье под вакуумом снижает пористость, позволяет проводить термообработку и сварку, улучшает чистоту поверхности и может увеличить прочность.
Прямой впрыск в коллектор с подогревом
Литье под давлением с прямым впрыском, также известен как литье под давлением с прямым впрыском или литье под давлением без бегунов, это процесс литья под давлением цинка, при котором расплавленный цинк пропускается через нагретый многообразие а затем через миниатюрные форсунки с подогревом, ведущие в формовочную полость. Этот процесс имеет преимущества, заключающиеся в более низкой стоимости детали за счет уменьшения количества брака (за счет исключения литников, литников и направляющих) и экономии энергии, а также лучшего качества поверхности за счет более медленных циклов охлаждения.[15]
Полутвердый
Полутвердое литье под давлением использует металл, который нагревается между ликвидус и либо солидус или эвтектическая температура, так что она находится в «мягкой области». Это позволяет создавать более сложные детали и более тонкие стены.
Смотрите также
Заметки
использованная литература
- ^ «Литье под давлением против других процессов». Получено 2016-09-16.
- ^ Эталонная серия машин, Промышленная пресса, 1913 г., получено 2013-11-18.
- ^ О литье под давлением, Североамериканская ассоциация литья под давлением, архив из оригинал 21 октября 2010 г., получено 15 октября 2010.
- ^ а б Лю, Вэнь-Хай (2008-10-08), Прогресс и тенденции процесса литья под давлением и его применения, заархивировано из оригинал на 2012-03-14, получено 2010-10-19.
- ^ а б c d е ж г Джон Л., Йорстад (сентябрь 2006 г.), «Технологии будущего алюминия в литье под давлением» (PDF), Литье под давлением: 18–25, архивировано с оригинал (PDF) на 14.06.2011.
- ^ Дегармо, стр. 328.
- ^ Литье под давлением, efunda Inc, получено 2008-04-12.
- ^ а б Часто задаваемые вопросы о литье под давлением, заархивировано из оригинал 21 октября 2010 г., получено 12 апреля 2008.
- ^ Свойства сплава, Североамериканская ассоциация литья под давлением, архив из оригинал на 2013-06-06, получено 2008-04-12.
- ^ а б c d Дегармо, стр. 331.
- ^ "Проект". Получено 2016-09-16.
- ^ "Линия разъема". Получено 2016-09-16.
- ^ а б c Дегармо, стр. 329–330.
- ^ Парашар, Нагендра (2004), Элементы производственных процессов, Город: Prentice-Hall of India Pvt.Ltd, стр. 234, г. ISBN 978-81-203-1958-5
- ^ а б c Дегармо, стр. 330.
- ^ а б c d Дэвис, п. 251.
- ^ а б Дегармо, стр. 329-331.
- ^ Дэвис, п. 252.
- ^ Дегармо, стр. 329.
- ^ Шредер, Джордж Ф .; Эльшеннави, Ахмад К .; Дойл, Лоуренс Э. (2000), Производственные процессы и материалы (4-е изд.), МСБ, стр. 186, ISBN 978-0-87263-517-3.
- ^ Бревик, Джеральд; Маунт-Кэмпбелл, Кларк; Мобли, Кэрролл (2004-03-15), Энергопотребление при литье под давлением (PDF), Университет штата Огайо (грант / контракт Министерства энергетики США № DE-FC07-00ID13843, проект OSURF № 739022), получено 2010-10-15.
- ^ Дегармо, стр. 330-331.
- ^ Avedesian, M. M .; Бейкер, Хью; ASM International (1999), Магний и магниевые сплавы (2-е изд.), ASM International, стр. 76, ISBN 978-0-87170-657-7
- ^ Андресен (2005) С. 356–358.
- ^ Андресен (2005), п. 355.
- ^ Андресен (2005), п. 356.
- ^ https://www.asminternational.org/about/foundation/news/-/journal_content/56/10192/ASMHBA0005276/BOOK-ARTICLE
Список используемой литературы
- Дэвис, Дж. (1995), Инструментальные материалы, Парк материалов: ASM International, ISBN 978-0-87170-545-7.
- Дегармо, Э. Пол; Black, J T .; Козер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, ISBN 0-471-65653-4.
- Андресен, Билл (2005), Литье под давлением, Нью-Йорк: Марсель Деккер, ISBN 978-0-8247-5935-3.
внешние ссылки
- Североамериканская ассоциация литья под давлением
- Допуски для литья под давлением (согласно DIN 1688 GTA 13, немецкие стандарты)
- Общие технические характеристики для литья под давлением
| Авторитетный контроль |
|---|