Нарезка вафель - Wafer dicing
Эта статья нужны дополнительные цитаты для проверка. (Декабрь 2007 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |
В контексте производства интегральные схемы, вафли это процесс, посредством которого умереть отделены от вафля из полупроводник после обработки вафли. Процесс нарезки кубиками может включать разметку и ломку, механическое распиловка (обычно с машиной, называемой пила для нарезки кубиков)[1] или же лазерная резка. Все методы обычно автоматизированы для обеспечения точности и точности.[2]После процесса нарезки кубиками человек кремний чипсы заключены в держатели чипов которые затем подходят для использования в строительстве электронный такие устройства, как компьютеры, так далее.
Во время нарезки вафли обычно устанавливают на лента для нарезки кубиков который имеет липкую основу, которая удерживает пластину на каркасе из тонкого листового металла. Лента для нарезки кубиками имеет разные свойства в зависимости от области применения. Ленты, отверждаемые УФ-излучением, используются для небольших размеров, а лента для нарезки кубиками без УФ-излучения - для штампов больших размеров. После того, как вафля была нарезана кубиками, кусочки, оставшиеся на ленте для нарезки кубиков, называются умереть, игральная кость или же умирает. Каждый будет упакован в подходящую упаковку или помещен прямо на печатная плата субстрат как «голый штамп». Области, которые были вырезаны, называются умереть улицыобычно имеют ширину около 75 микрометров (0,003 дюйма). После того, как пластина была нарезана кубиками, матрица будет оставаться на ленте для нарезки кубиков до тех пор, пока они не будут извлечены с помощью оборудования для обработки штампов, такого как умереть или же умереть сортировщик, далее в процессе сборки электроники.
Размер матрицы, оставленной на ленте, может варьироваться от 35 мм (очень большой) до 0,1 мм квадратный (очень маленький). Создаваемый штамп может иметь любую форму, образованную прямыми линиями, но обычно они имеют прямоугольную или квадратную форму. В некоторых случаях они могут иметь и другие формы в зависимости от используемого метода разделения. Полноразмерный лазерный станок для резки кубиков может разрезать и разделять в различных формах.
Материалы, нарезанные кубиками, включают стекло, глинозем, кремний, арсенид галлия (GaAs), кремний на сапфире (SoS), Керамика, деликатные составные полупроводники.[нужна цитата ]
Стелс игра в кости
Нарезание кубиками кремниевые пластины также может выполняться с помощью лазерной техники, так называемого процесса невидимости. Он работает как двухэтапный процесс, в котором дефектные области сначала вводятся в пластину путем сканирования луча вдоль намеченных линий разреза, а во-вторых, нижележащая несущая мембрана расширяется, чтобы вызвать разрушение.[4]
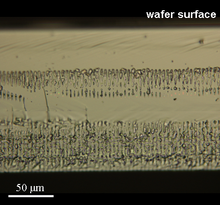
Первая ступень работает с импульсным Nd: YAG лазер, длина волны которого (1064 нм) хорошо адаптирована к электронному запрещенная зона из кремний (1.11 эВ или 1117 нм), так что максимум поглощение вполне может быть скорректирован оптическая фокусировка.[5] Области дефектов шириной около 10 мкм регистрируются при многократном сканировании лазером вдоль намеченных дорожек нарезки кубиков, где луч фокусируется на разной глубине пластины.[6] На рисунке представлена оптическая микрофотография плоскость спайности отделенного чипа толщиной 150 мкм, подвергнутого четырем лазерным сканированием, сравните.[3] Наиболее эффективно устраняются самые верхние дефекты, и понятно, что один лазерный импульс вызывает дефектную область кристалла, напоминающую форму пламени свечи. Эта форма вызвана быстрым плавлением и затвердевание облучаемой области в фокусе лазерного луча, где температура составляет всего несколько мкм3 небольшие объемы внезапно вырастают примерно до 1000 К в пределах наносекунды и снова падает до температуры окружающей среды.[5][6] Лазер обычно излучает импульс с частотой около 100 кГц, а пластина перемещается со скоростью около 1 м / с. Дефектная область шириной около 10 мкм окончательно вписывается в пластину, вдоль которой происходит преимущественное разрушение под механическая нагрузка. Разрушение выполняется на втором этапе и происходит путем радиального расширения несущей мембраны, к которой прикреплена пластина. Раскол начинается внизу и продвигается к поверхности, из чего следует, что внизу должна быть введена высокая плотность искажения.
Преимущество скрытого процесса игры в кости состоит в том, что он не требует охлаждающая жидкость. Методы сухого нарезания кубиками неизбежно должны применяться для изготовления определенных микроэлектромеханических систем (МЭМС ), в частности, когда они предназначены для биоэлектронный Приложения.[3] Кроме того, незаметное нарезание кубиками практически не приводит к образованию мусора и позволяет улучшить использование поверхности пластины за счет меньших потерь при пропиле по сравнению с пилой для пластин. После этого этапа можно выполнить шлифование пластин, чтобы уменьшить толщину матрицы.[7]
Нарезать кубиками перед измельчением
DBG или процесс «нарезание кубиков перед измельчением» - это способ разделения штампов без нарезания кубиков. Разделение происходит на этапе утонения пластины. Вафли сначала нарезаются кубиками с использованием половинной резки на глубину ниже конечной целевой толщины. Далее пластина утончается до заданной толщины при закреплении на специальной липкой пленке.[8] и затем закреплен на съемной ленте, чтобы удерживать штампы на месте, пока они не будут готовы к этапу упаковки. Преимущество процесса DBG - более высокая прочность штампа.[9] В качестве альтернативы можно использовать плазменную резку, которая заменяет пилу для резки кубиками. DRIE плазменное травление.[10][11][12][13][14][15][16][17]
Для процесса DBG требуется обратная шлифовальная лента, которая обладает следующими характеристиками: 1) сильная сила сцепления (предотвращает проникновение шлифовальной жидкости и штамповочной пыли во время шлифования), 2) поглощение и / или снятие напряжения сжатия и напряжения сдвига во время шлифования, 3) подавляет растрескивание из-за контакта между матрицами; 4) адгезионная прочность, которая может быть значительно снижена при УФ-облучении.[18]
Смотрите также
Рекомендации
- ^ «Ключевые факторы распиловки пластин». Оптокап. Получено 14 апреля 2013.
- ^ http://www.syagrussystems.com/service-overview
- ^ а б c М. Биркхольц; К.-Э. Эвальд; М. Кайнак; Т. Семперович; Б. Хольц; С. Нордхофф (2010). «Разделение сверхминиатюрных медицинских датчиков с помощью ИК-лазера». J. Opto. Adv. Мат. 12: 479–483.
- ^ Kumagai, M .; Uchiyama, N .; Ohmura, E .; Sugiura, R .; Atsumi, K .; Фукумицу, К. (август 2007 г.). «Передовая технология Dicing для полупроводниковой пластины - Stealth Dicing». IEEE Transactions по производству полупроводников. 20 (3): 259–265. Дои:10.1109 / TSM.2007.901849. S2CID 6034954.
- ^ а б Э. Омура, Ф. Фукуё, К. Фукумицу и Х. Морита (2006). «Механизм формирования внутреннего модифицированного слоя в кремнии с помощью наносекундного лазера». Дж. Ачиев. Мат. Manuf. Англ.. 17: 381–384.CS1 maint: несколько имен: список авторов (связь)
- ^ а б М. Кумагаи, Н. Учияма, Э. Омура, Р. Сугиура, К. Ацуми и К. Фукумицу (2007). «Передовая технология Dicing для полупроводниковой пластины - Stealth Dicing». IEEE Transactions по производству полупроводников. 20 (3): 259–265. Дои:10.1109 / TSM.2007.901849. S2CID 6034954.CS1 maint: несколько имен: список авторов (связь)
- ^ https://www.disco.co.jp/eg/solution/library/sdbg.html
- ^ https://www.disco.co.jp/eg/solution/library/dbg.html
- ^ "Полупроводниковые ленты". Ленты для нарезки полупроводников. Получено 14 апреля 2013.
- ^ "Плазменные кубики | Орботек". www.orbotech.com.
- ^ «APX300: Плазменный сканер - Промышленные устройства и решения - Panasonic». industrial.panasonic.com.
- ^ «Плазменное соединение кремния и III-V (GaAs, InP и GaN)». SAMCO Inc.
- ^ https://www.researchgate.net/figure/Example-of-plasma-dicing-process_fig17_283434064/amp
- ^ "Plasma-Therm: плазменные кубики". www.plasmatherm.com.
- ^ https://www.samcointl.com/tech_notes/pdf/Technical_Report_87.pdf
- ^ http://www.plasma-therm.com/pdfs/papers/CSR-Plasma-Dicing-Methods-Thin-Wafers.pdf
- ^ "Плазменные кубики (кубики перед измельчением) | Orbotech". www.orbotech.com.
- ^ Продукты для DBG Process (LINTEC) http://www.lintec-usa.com/di_dbg.cfm